化学品输送软管
阅读量:
化学品输送软管在现代工业领域中扮演着至关重要的角色,它们是连接各种化学设备、储罐和工艺流程的关键组件。本文旨在深入探讨化学品输送软管的结构、材料选择、性能要求、应用场景及维护管理,以期为相关行业从业者提供全面而实用的指导。
一、化学品输送软管的结构设计
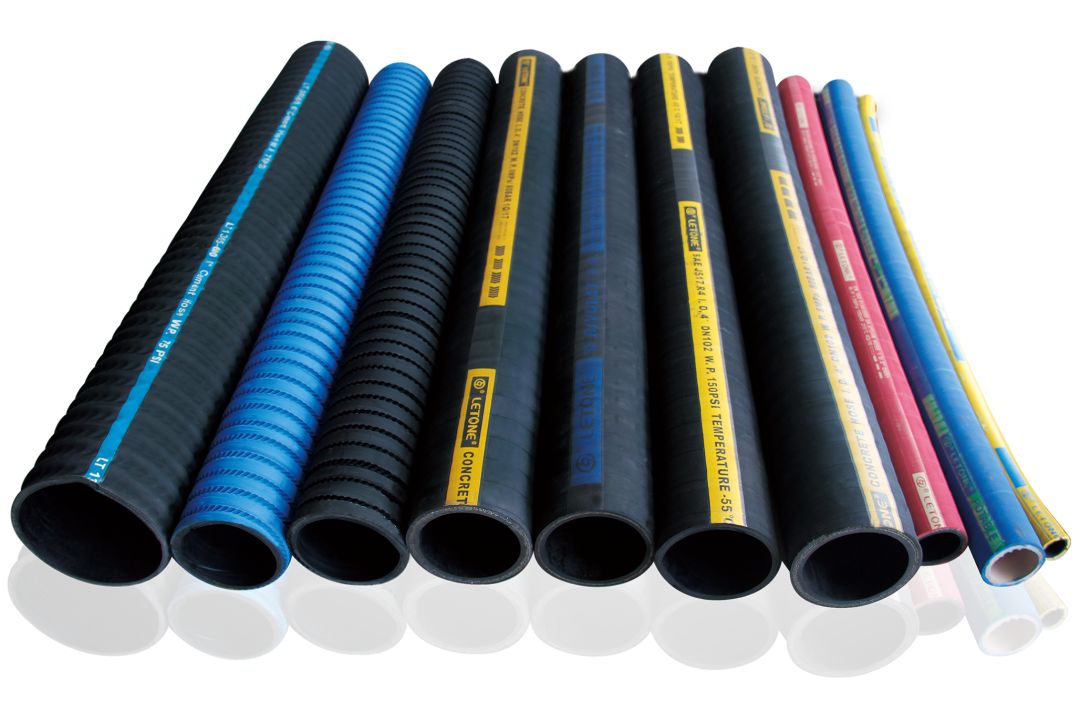
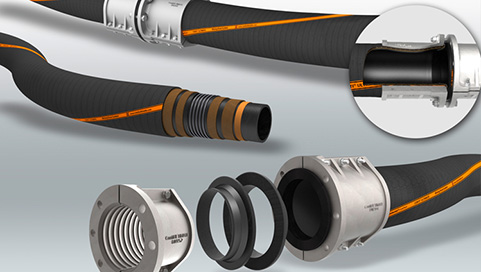
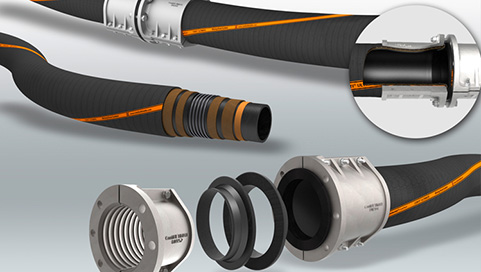
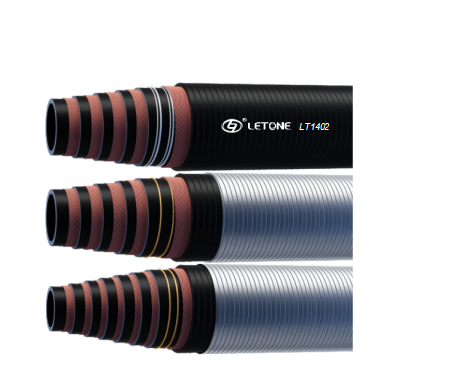
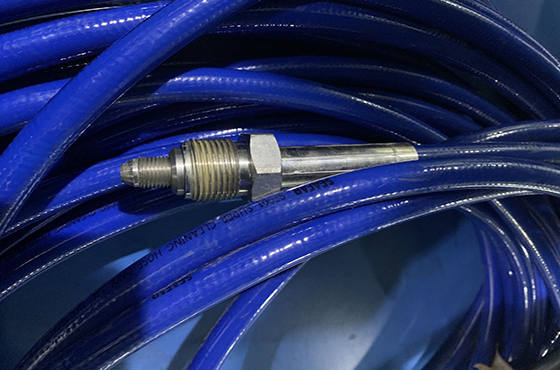
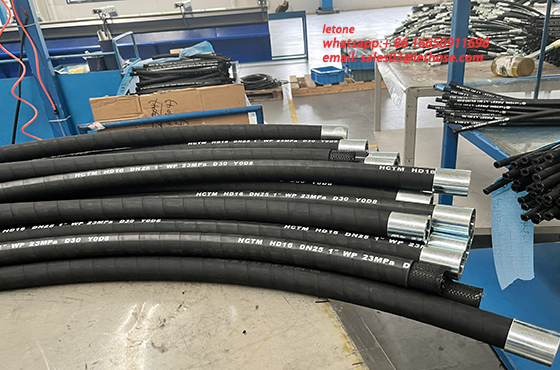
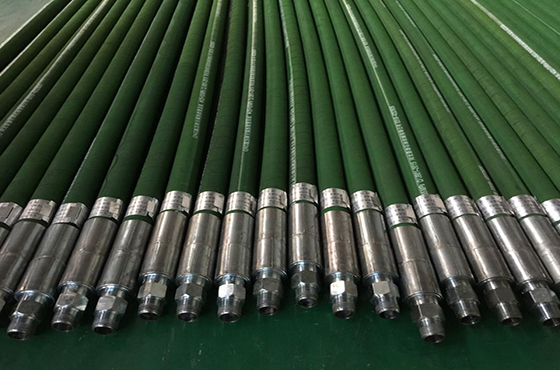
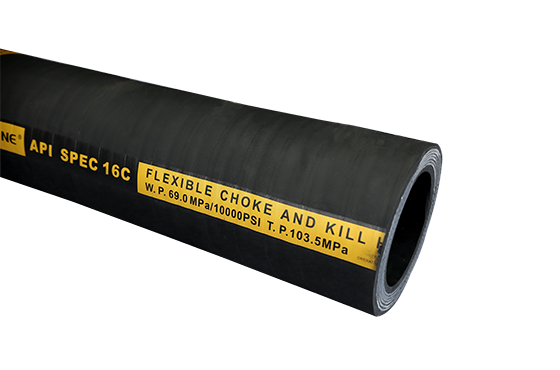
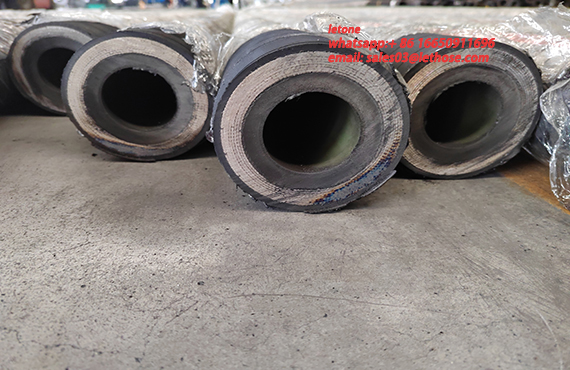
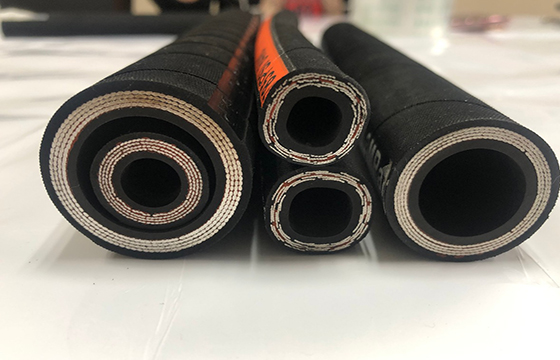
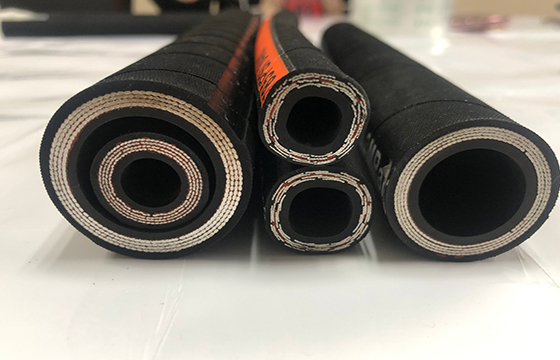
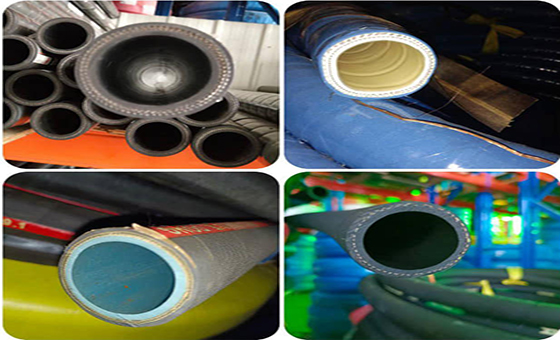
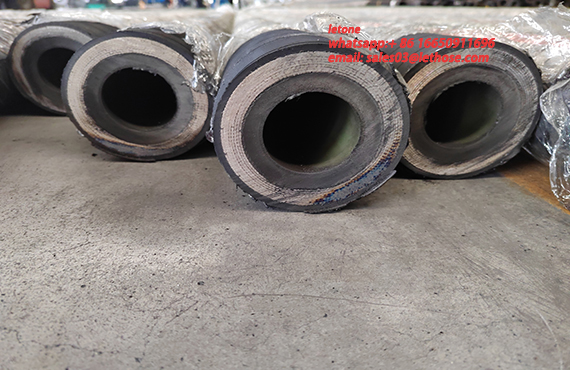
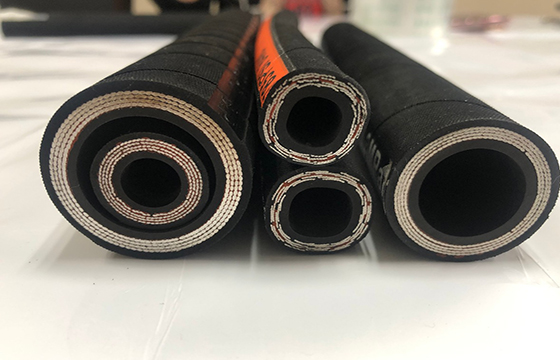
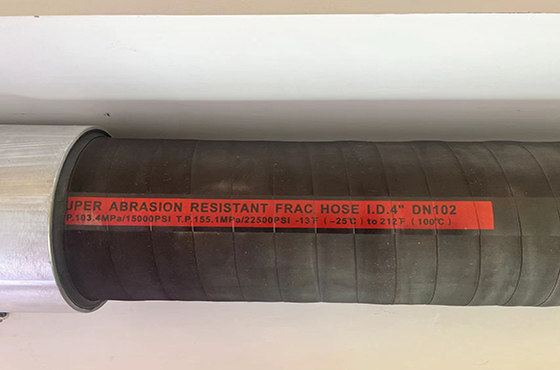
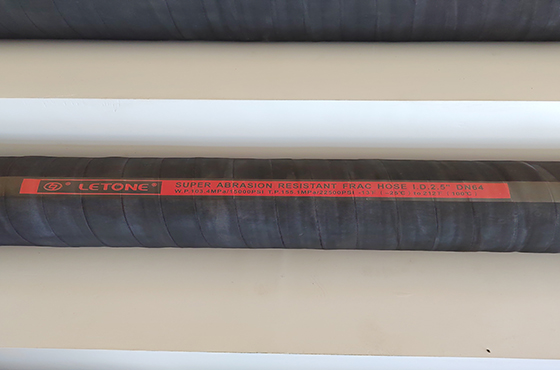
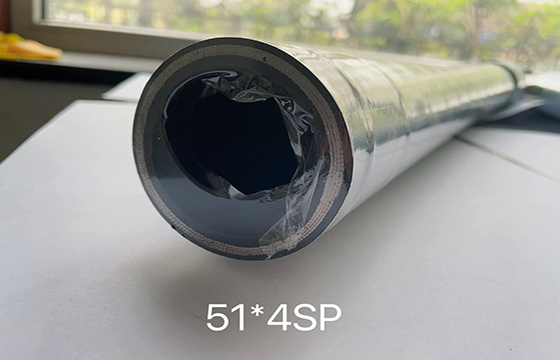
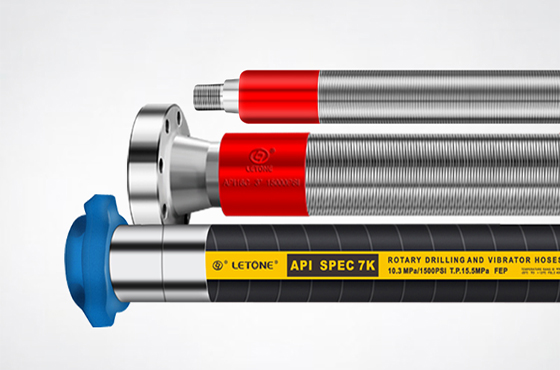
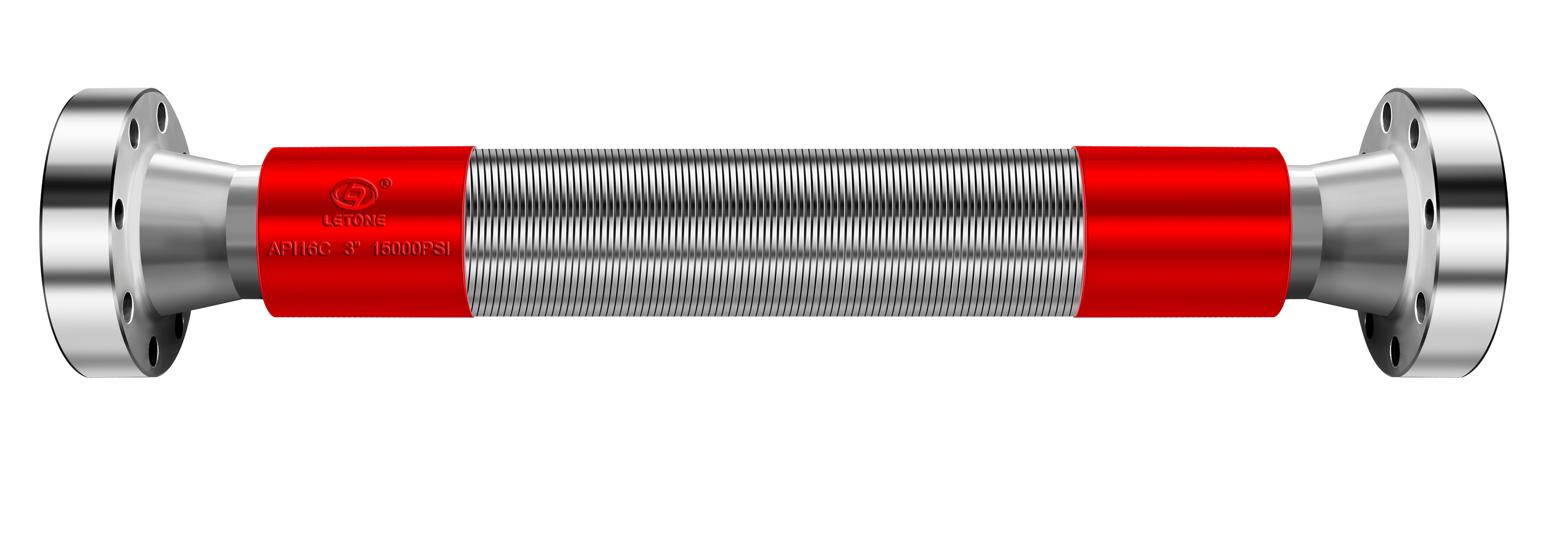
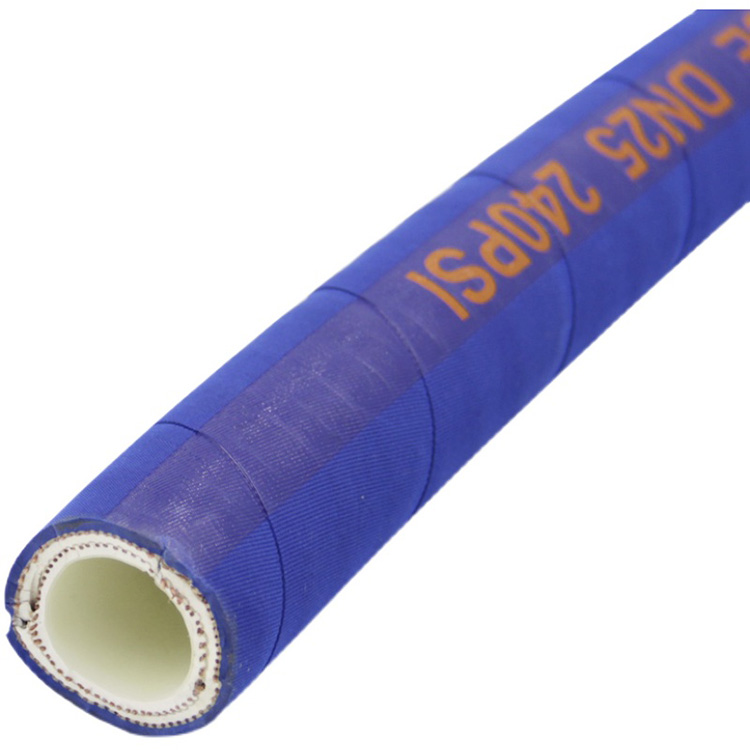
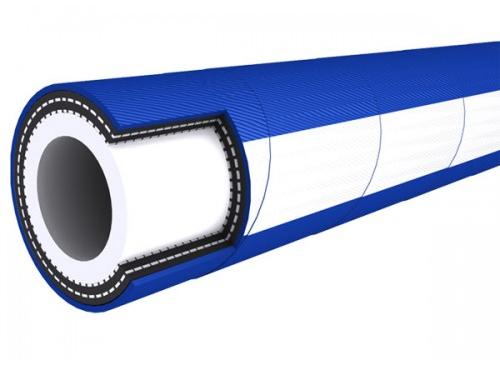
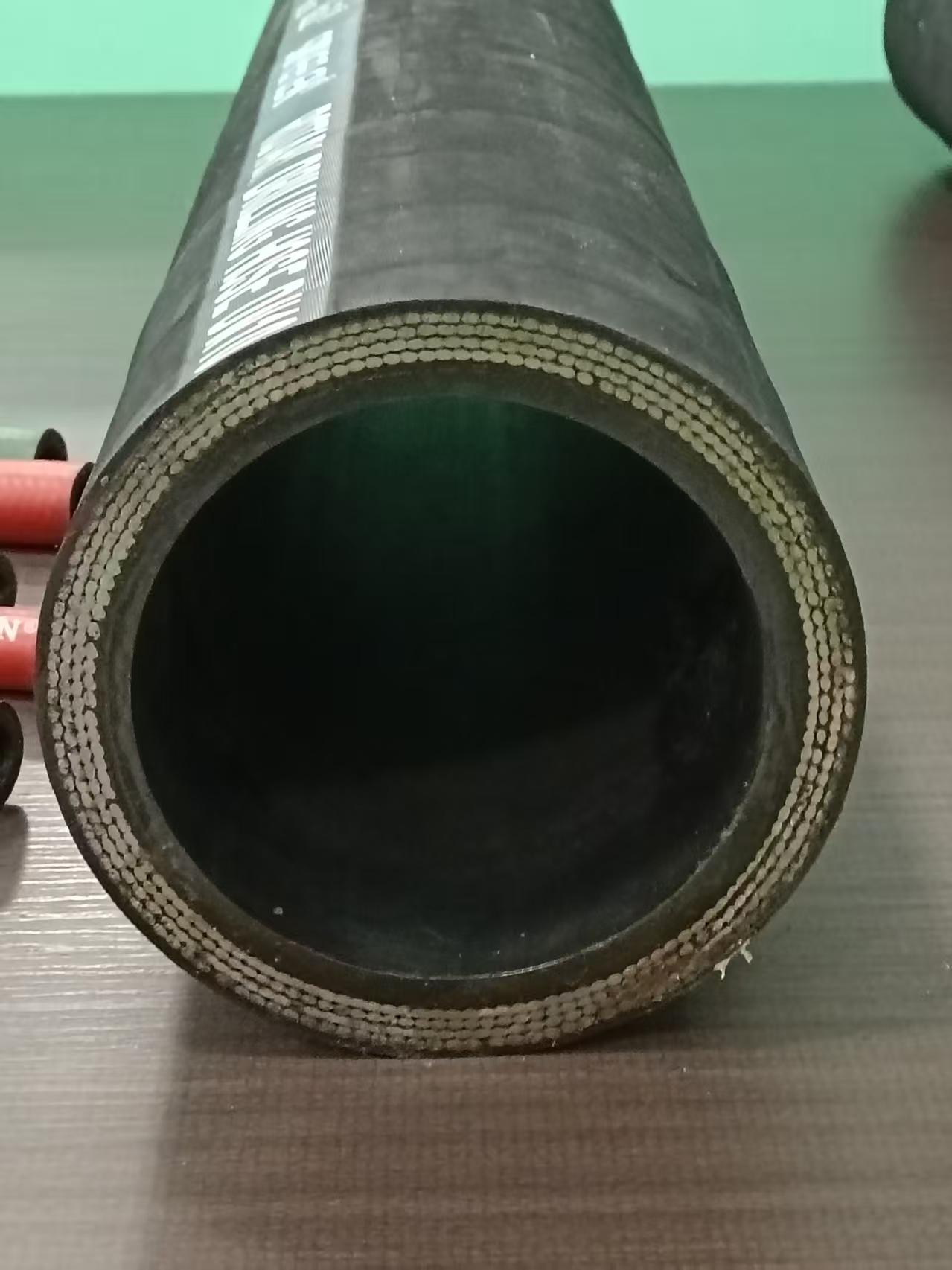
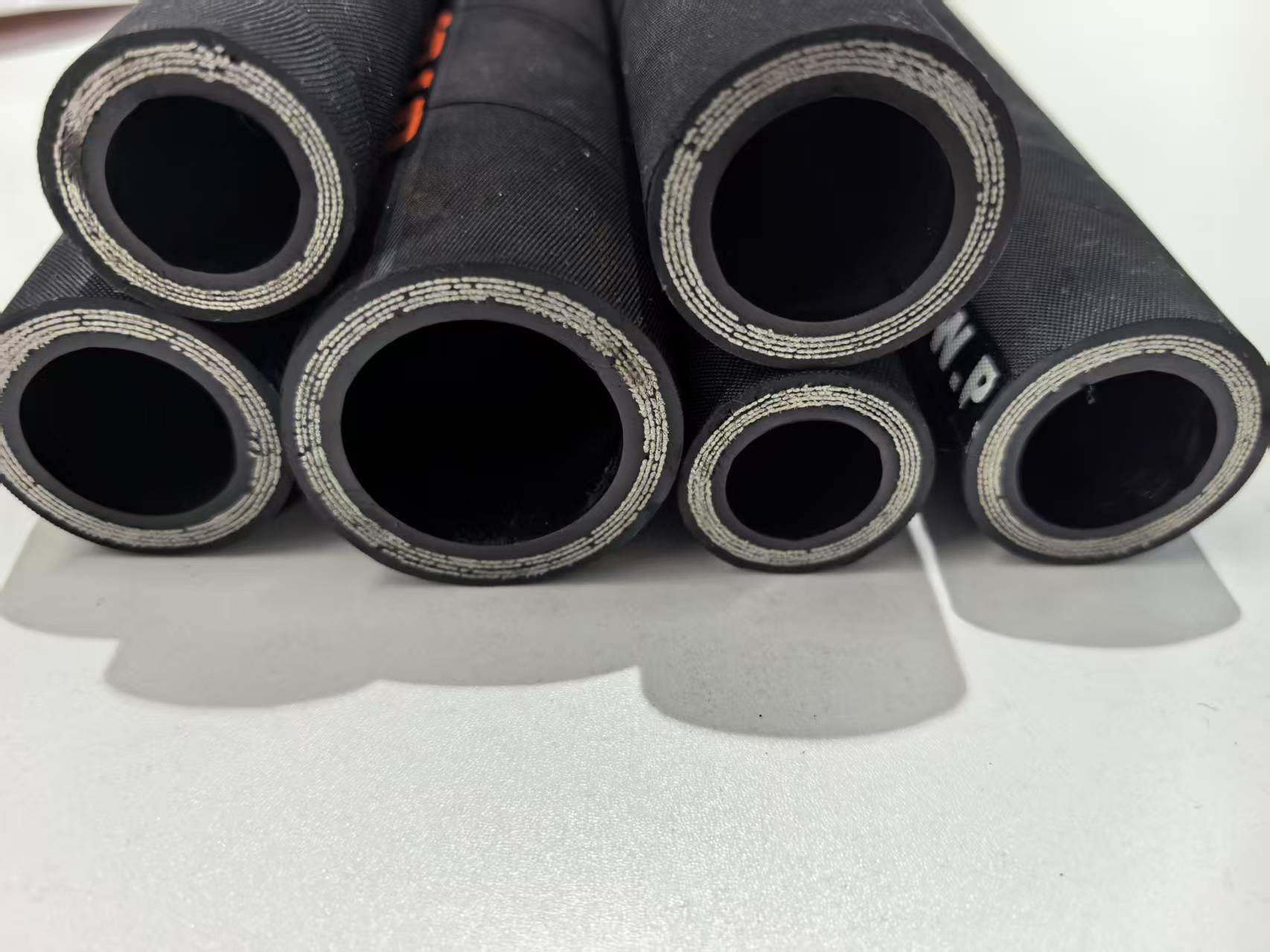
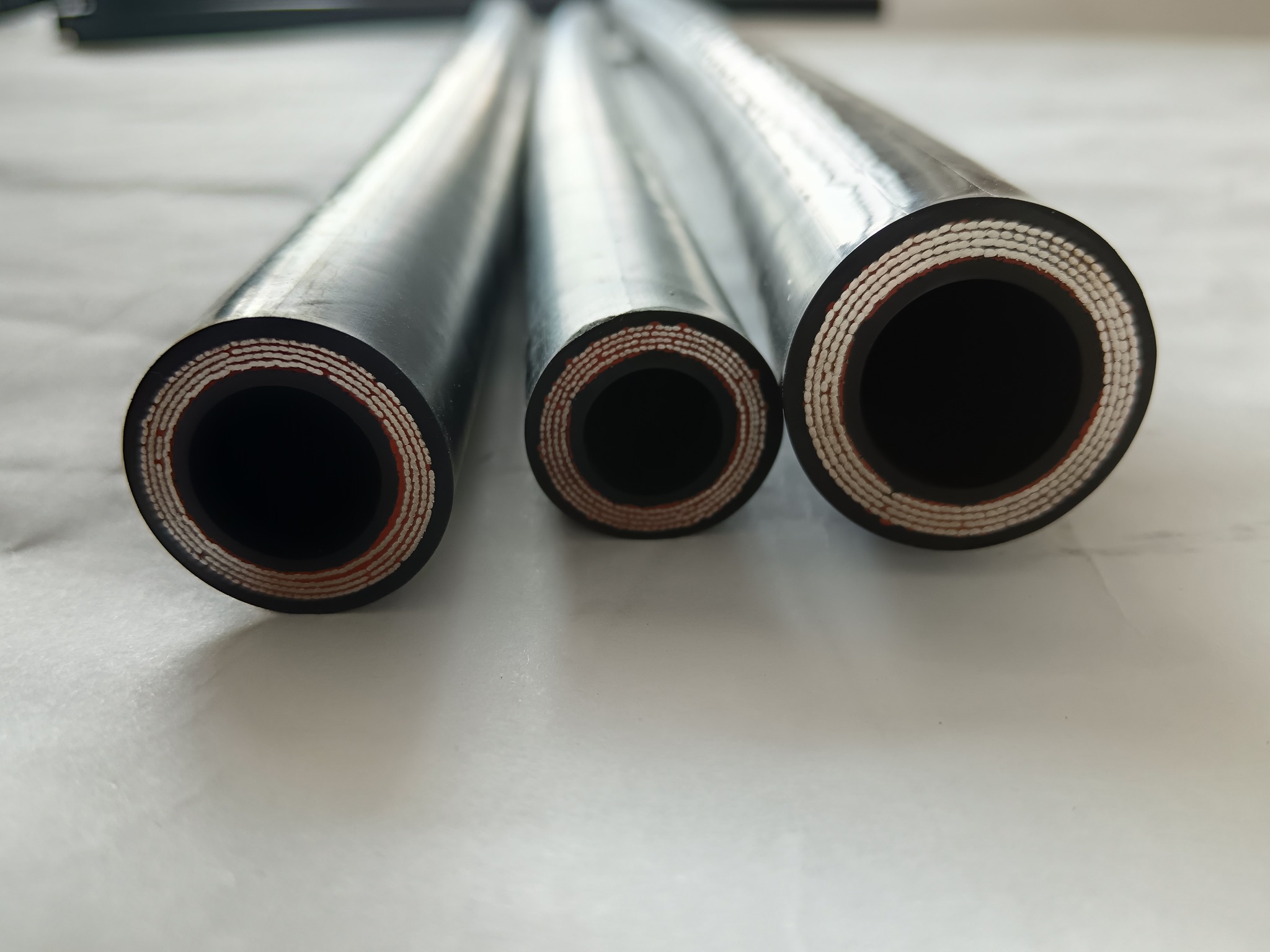
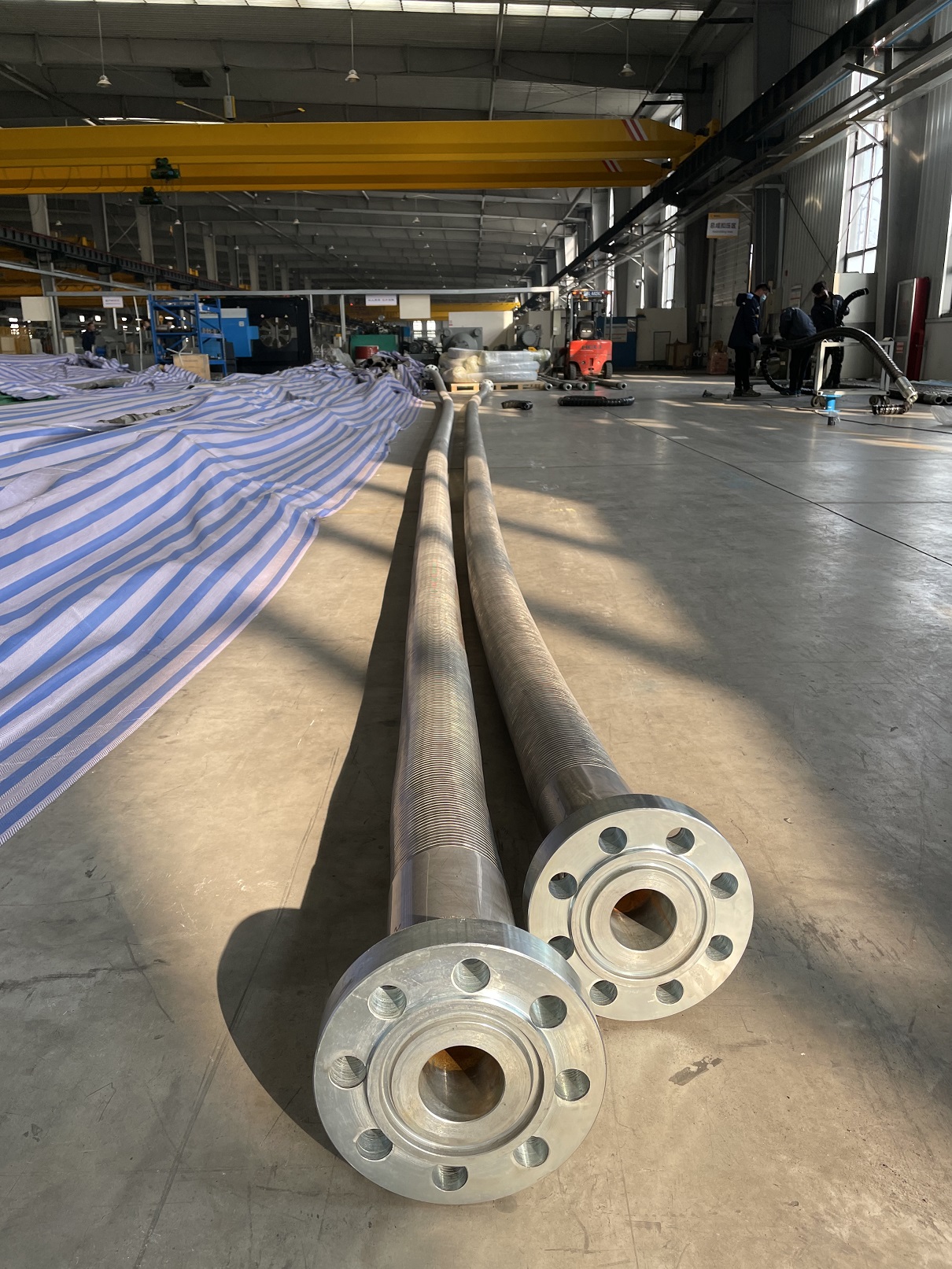
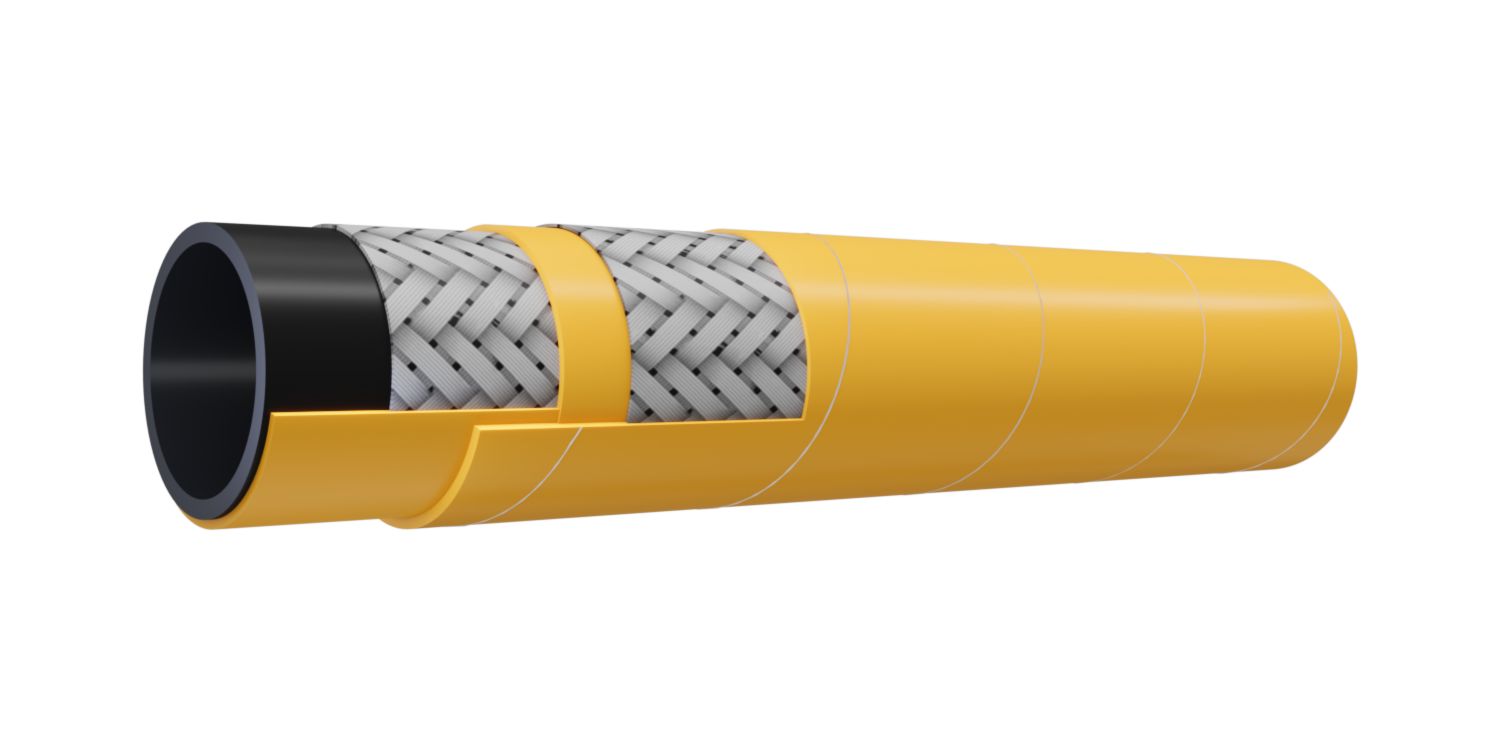
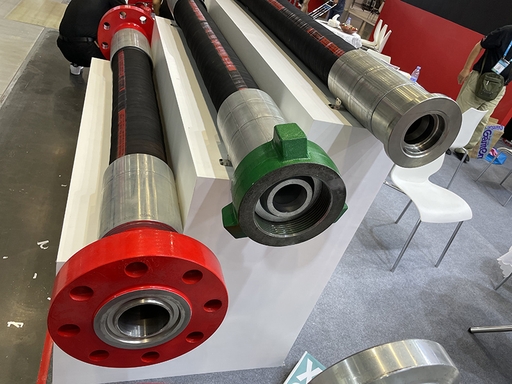
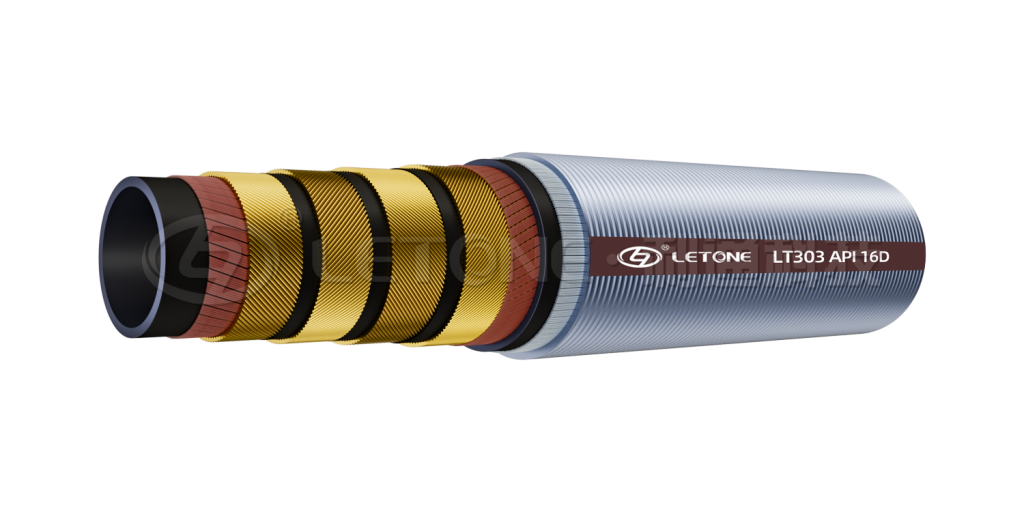
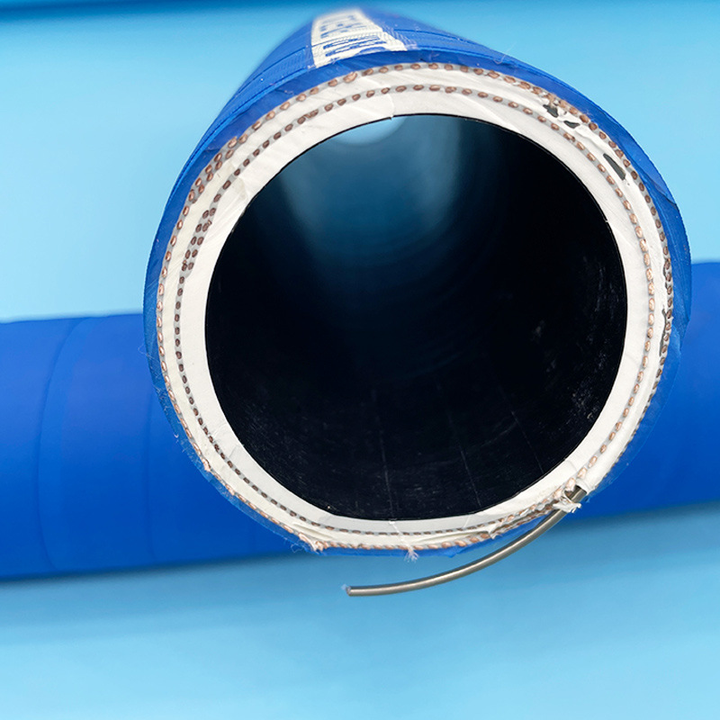
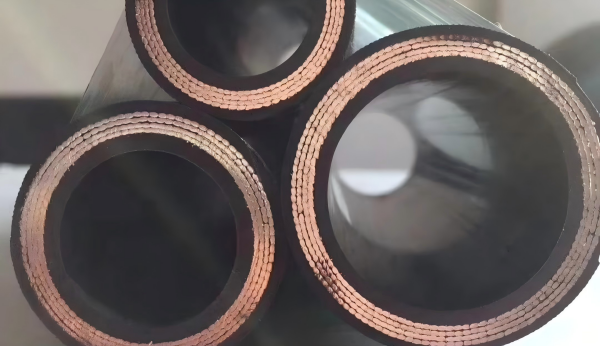
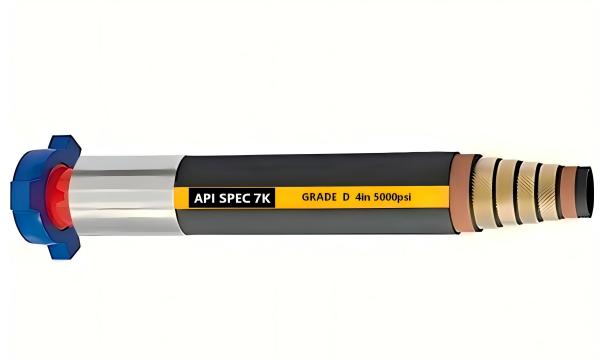
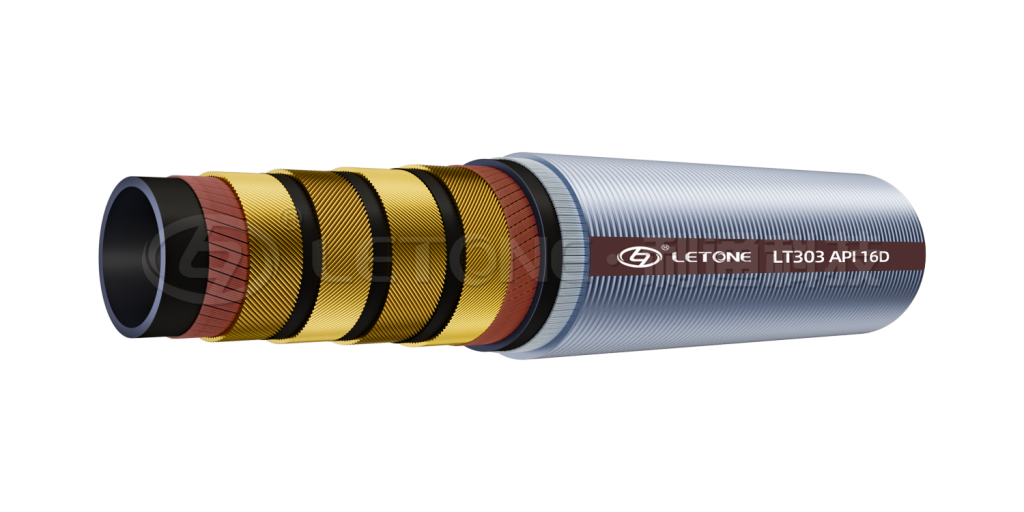
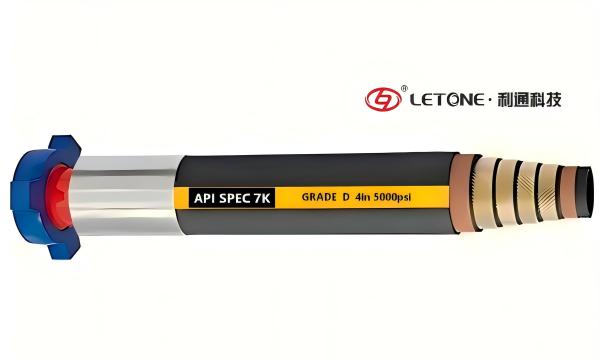
化学品输送软管通常由内层、增强层和外层三部分组成。内层直接接触化学品,因此需具备优异的耐腐蚀性和化学稳定性,常见的材料包括氟橡胶、聚四氟乙烯(PTFE)、乙烯-丙烯共聚物(EPDM)等,这些材料的选择需根据所输送化学品的性质而定。增强层负责提供软管必要的强度和耐压能力,多采用编织纤维、螺旋钢丝或缠绕钢丝,确保软管在高压下不变形、不破裂。外层则主要起保护作用,防止软管被外界环境损伤,同时提供额外的耐磨性和抗老化性能。
二、材料选择与性能要求
选择适合的软管材料是确保化学品安全输送的基础。不同的化学品对软管材料的腐蚀程度各异,有的可能引发溶胀、硬化甚至溶解,因此必须根据化学品的种类、浓度、温度及输送压力等因素综合考量。例如,对于强酸强碱类化学品,PTFE因其卓越的化学惰性成为首选;而对于需高温输送的化学品,硅胶或氟橡胶因其耐高温特性更为适宜。
性能要求方面,化学品输送软管需具备良好的密封性,防止化学品泄漏造成环境污染或人员伤害。同时,软管应具有一定的柔韧性,便于在复杂环境中安装和使用。此外,耐磨损、抗老化、耐候性也是评估软管性能的重要指标,直接影响软管的使用寿命和安全性。

三、应用场景分析
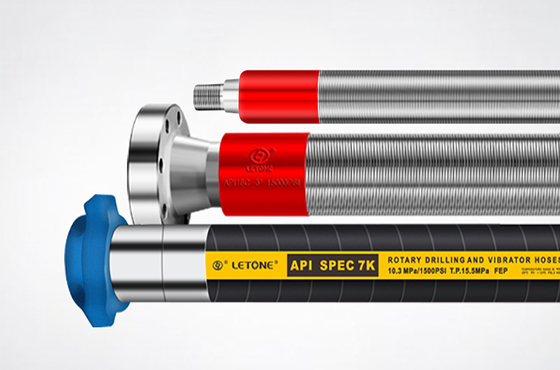
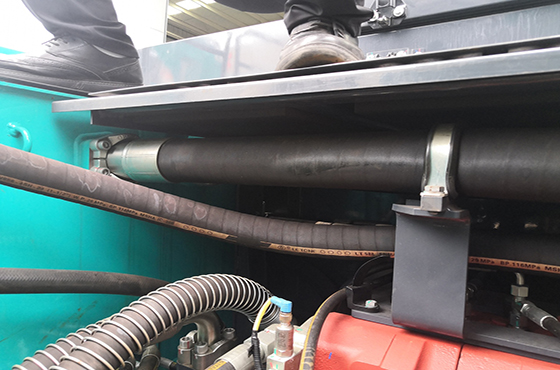
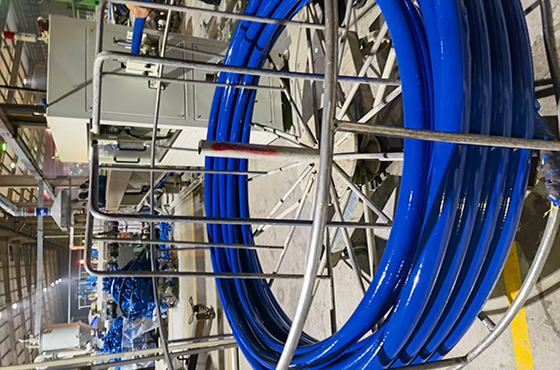
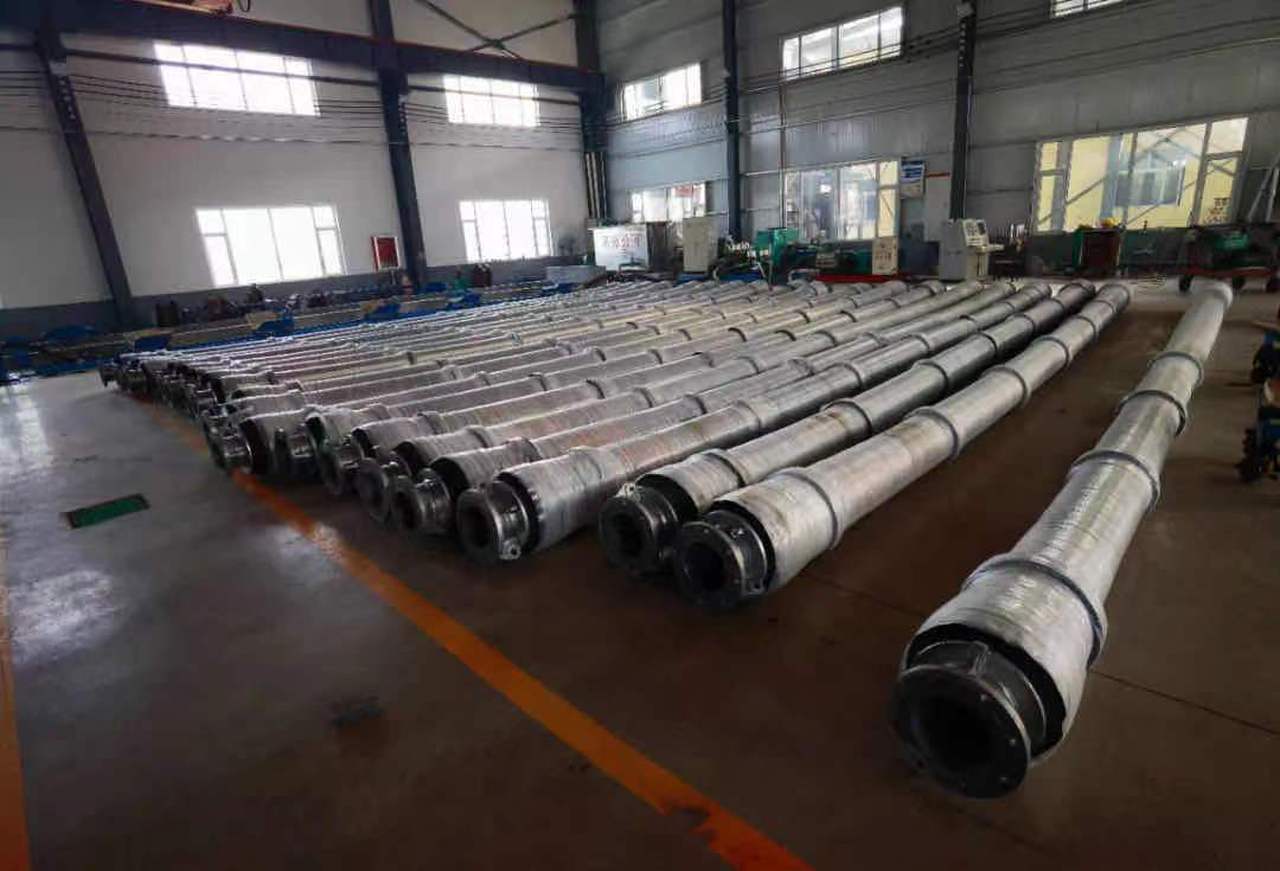
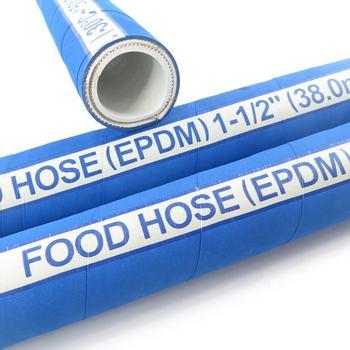
化学品输送软管广泛应用于石油、化工、制药、食品加工、涂料制造等多个行业。在石油化工行业,它们被用于输送汽油、柴油、液化气、原油及各类化工原料;在制药领域,软管需满足高洁净度要求,确保药品不受污染;食品加工行业则更注重软管的卫生性和无味性,避免对食品造成二次污染。此外,在实验室、环保处理系统及农业灌溉等领域,化学品输送软管同样发挥着不可替代的作用。
四、维护管理与安全检查
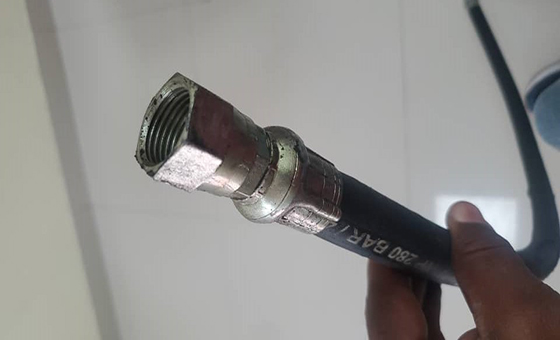
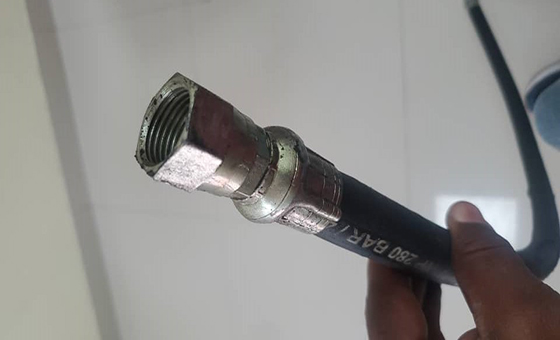
正确的维护管理是延长化学品输送软管使用寿命、保障安全生产的关键。定期检查软管的外观,留意是否有磨损、裂纹、老化迹象,以及连接部位的紧固情况。对于发现的问题应及时处理,如更换磨损严重的部位、紧固松动的接头等。同时,应定期清洗软管内部,去除积累的残留物,防止堵塞或腐蚀。
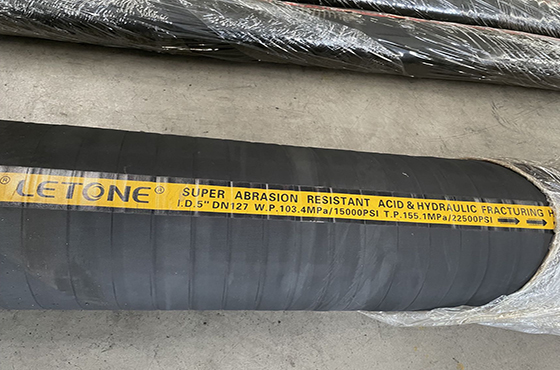
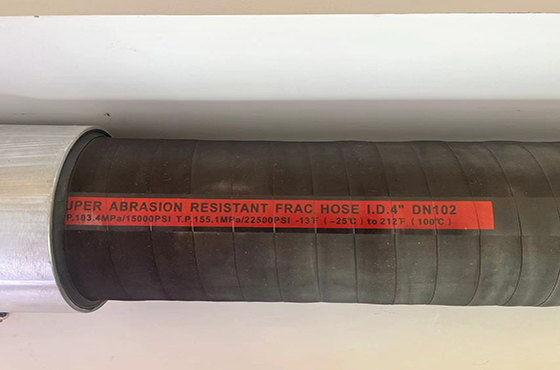
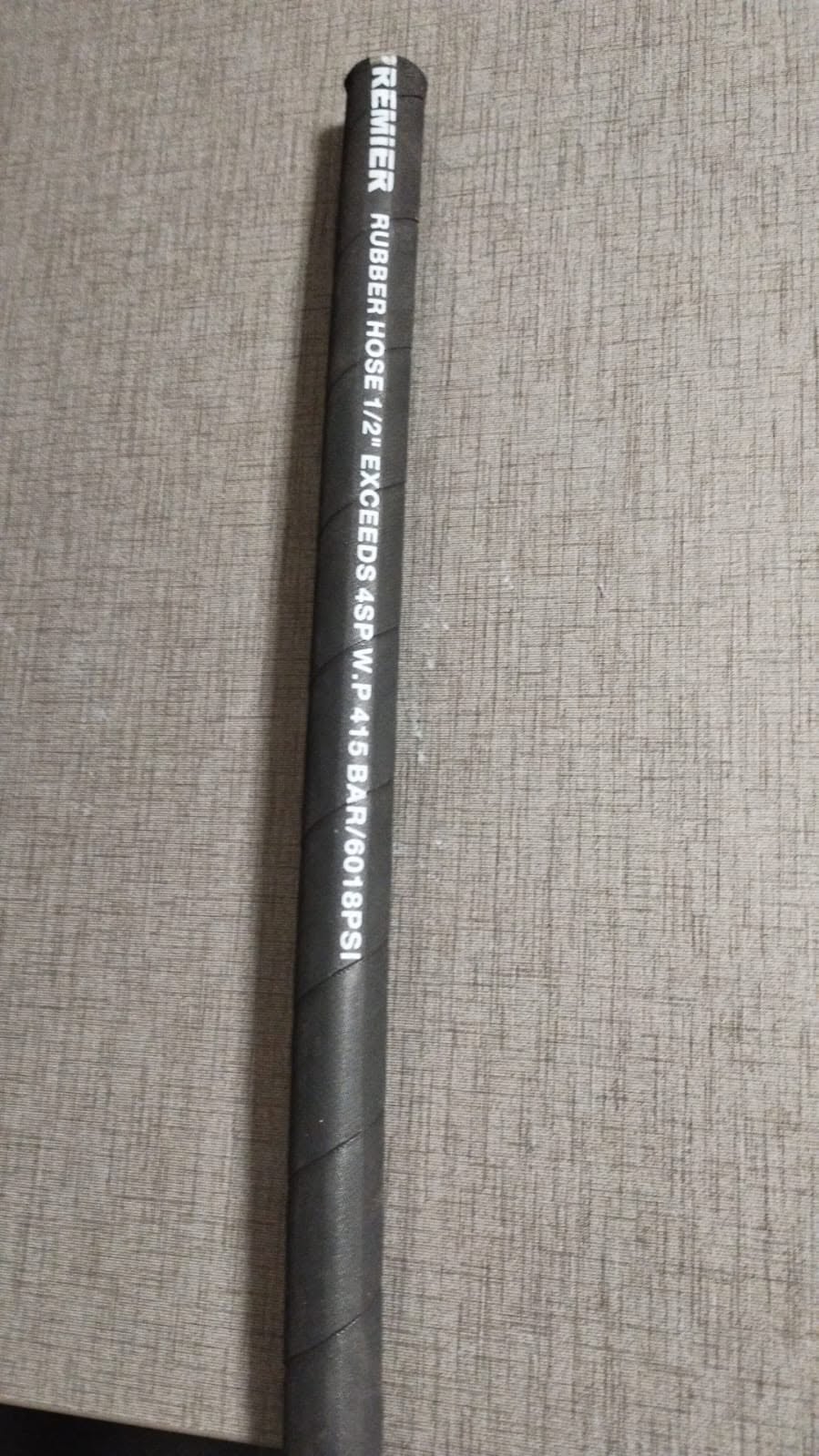
安全性能方面,应确保软管的工作压力不超过其额定值,避免超压使用导致软管破裂。对于特殊化学品输送,还需考虑软管的防爆、防火性能,必要时采用防静电、阻燃材料。此外,操作人员应接受专业培训,了解软管的安全操作规程,确保在紧急情况下能迅速采取有效措施。
五、技术创新与未来趋势
随着科技的进步和环保意识的增强,化学品输送软管的技术创新成为行业发展的重要方向。新型材料的应用,如纳米复合材料、生物基材料等,不仅提高了软管的性能,还降低了对环境的负担。智能化技术的发展,如集成传感器监测软管内部压力、温度等参数,实现了对输送过程的实时监控和预警,大大提升了安全性。
未来,化学品输送软管将更加注重环保、节能和可持续性,如开发可降解材料、提高材料回收利用率等。同时,针对特定应用场景的定制化设计将成为趋势,满足不同行业对软管性能的多样化需求。此外,随着物联网、大数据等技术的应用,软管管理系统将更加智能化,实现远程监控、预测性维护等功能,进一步提升生产效率和安全性。
综上所述,化学品输送软管作为工业流程中不可或缺的一环,其性能、安全性和可持续性直接关系到生产效率和环境保护。通过合理选择材料、优化设计结构、加强维护管理以及持续技术创新,可以有效提升软管的使用效能,为工业发展贡献力量。随着技术的不断进步,我们有理由相信,未来的化学品输送软管将更加高效、安全、环保,为构建绿色、智能的工业体系奠定坚实基础。