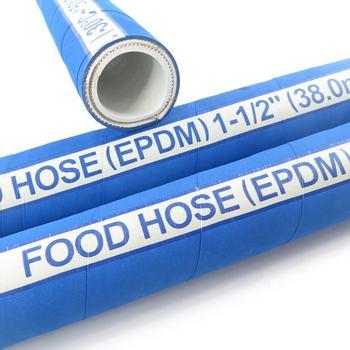
食品级UPE橡胶软管需要哪些认证?
阅读量:
核心优势:满足食品行业严苛卫生标准
1. 100%食品级安全,通过国际认证
FDA 21 CFR 177.1520认证:符合美国食品药品监督管理局标准,确保无塑化剂迁移、无有毒物质析出。
EU 10/2011食品接触材料合规:适用于欧盟市场,可安全输送各类液态食品。
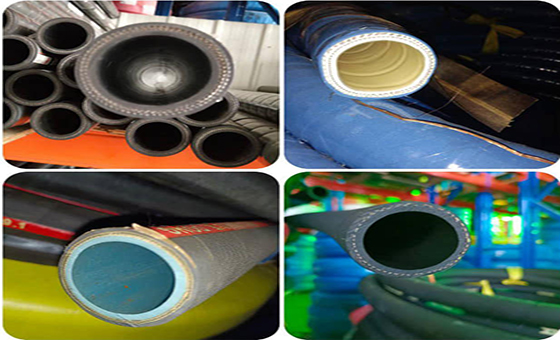
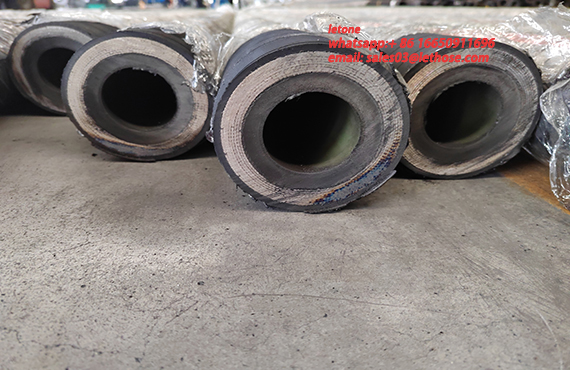
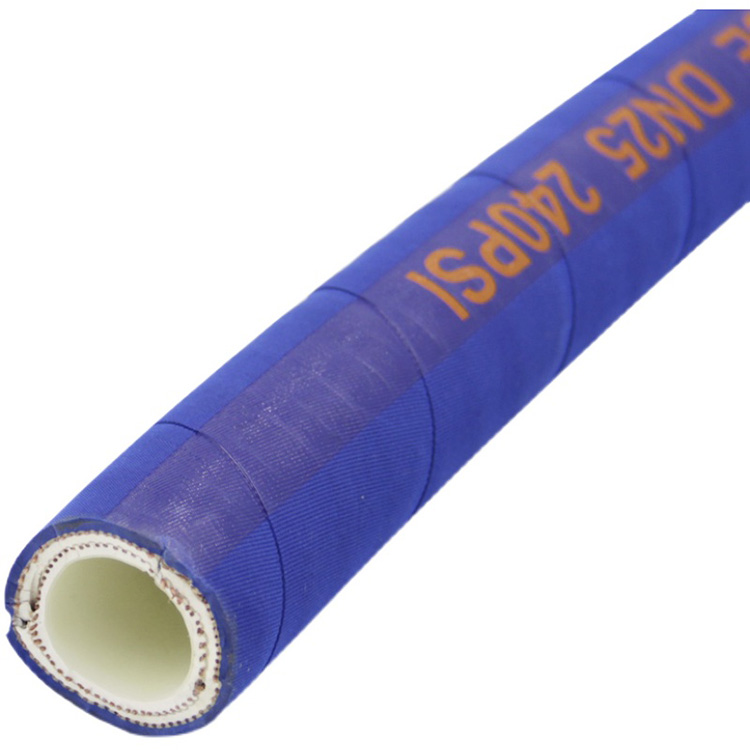
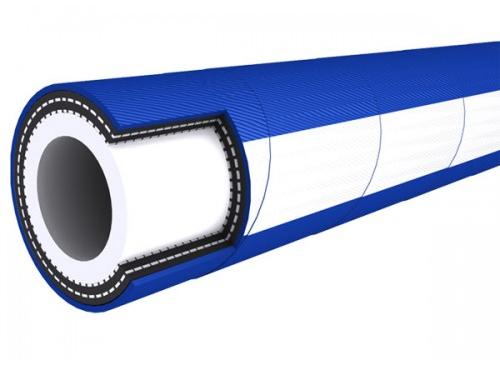
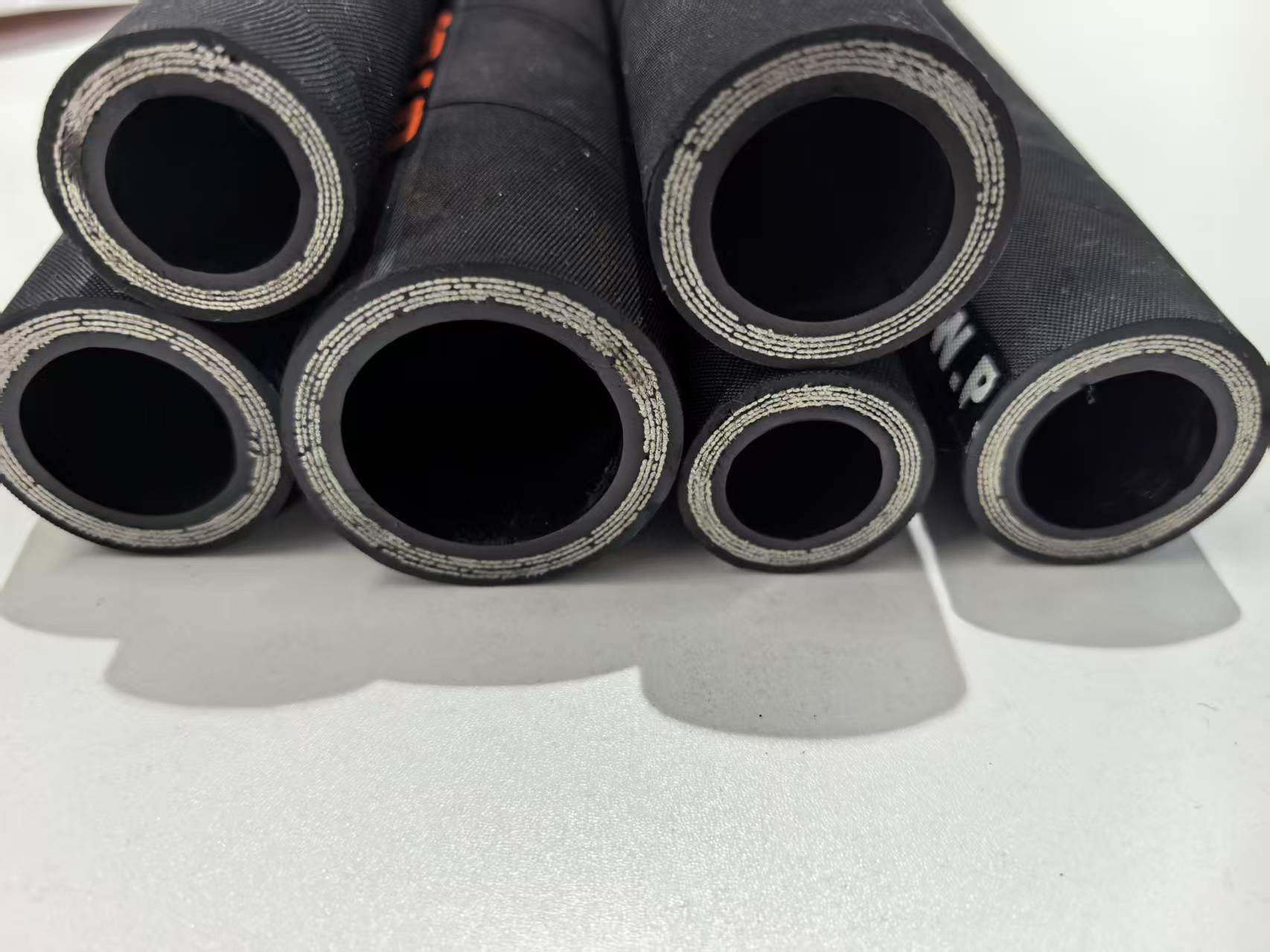
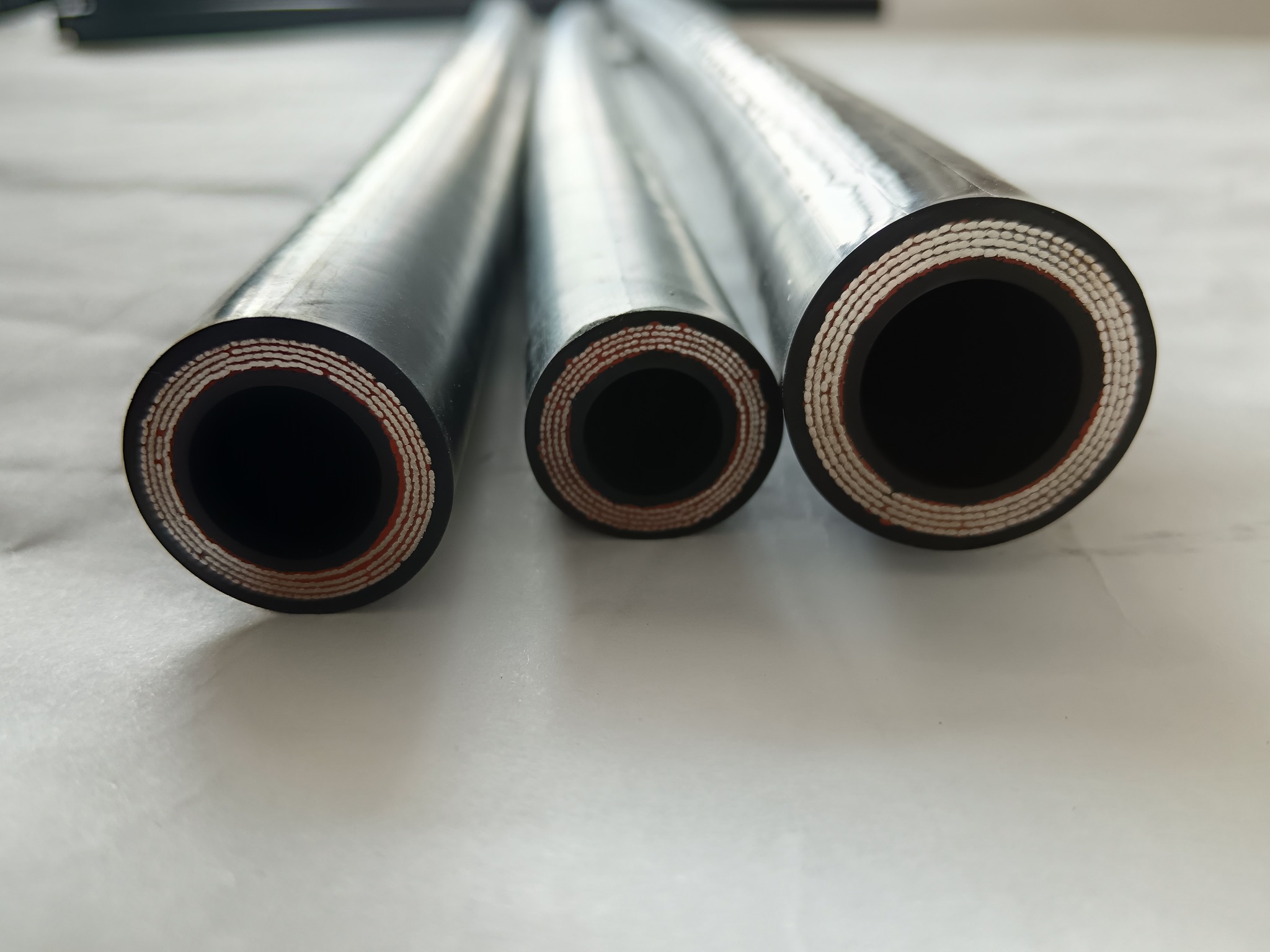
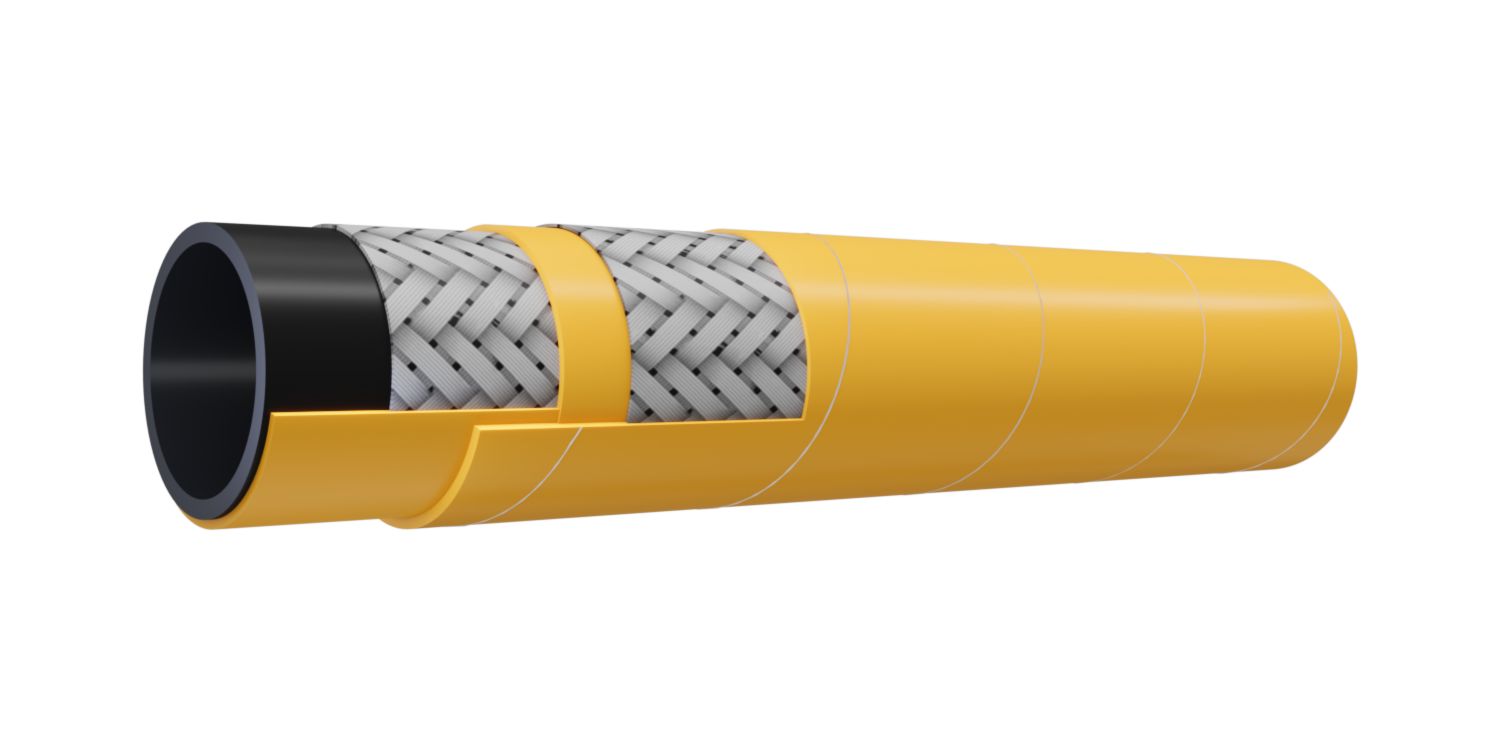
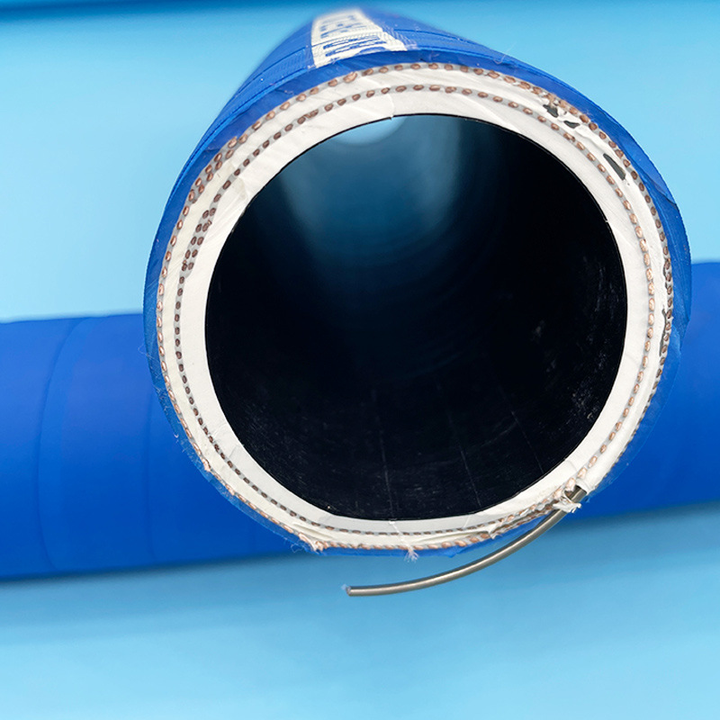
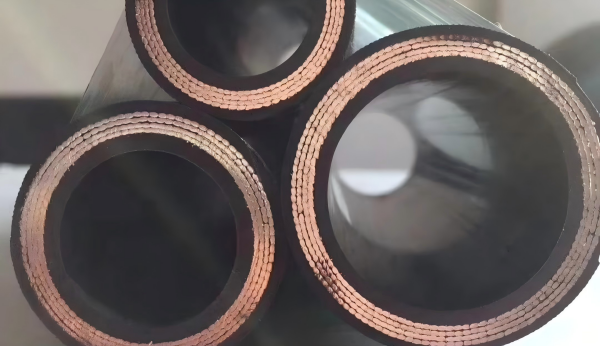
光滑UPE内壁(Ra≤0.8μm):表面粗糙度极低,避免微生物滞留和生物膜形成,符合HACCP体系要求。
2. 中性无味,保障产品原味
采用高纯度UPE材料,不与酸性果汁、乳脂或酒精发生反应,杜绝异味污染,确保饮料口感纯正。
通过感官测试认证,长期使用不会释放任何影响风味的小分子物质。
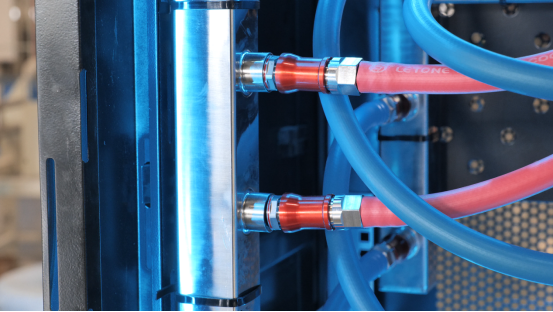
3. 易清洁设计,支持高效CIP/SIP
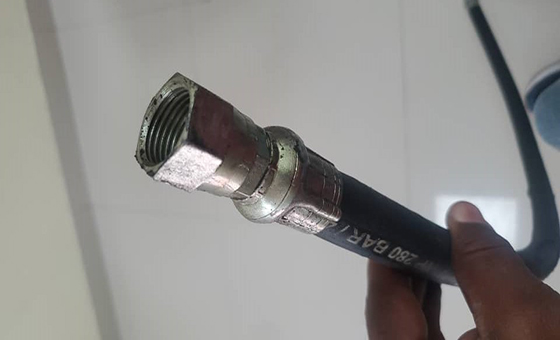
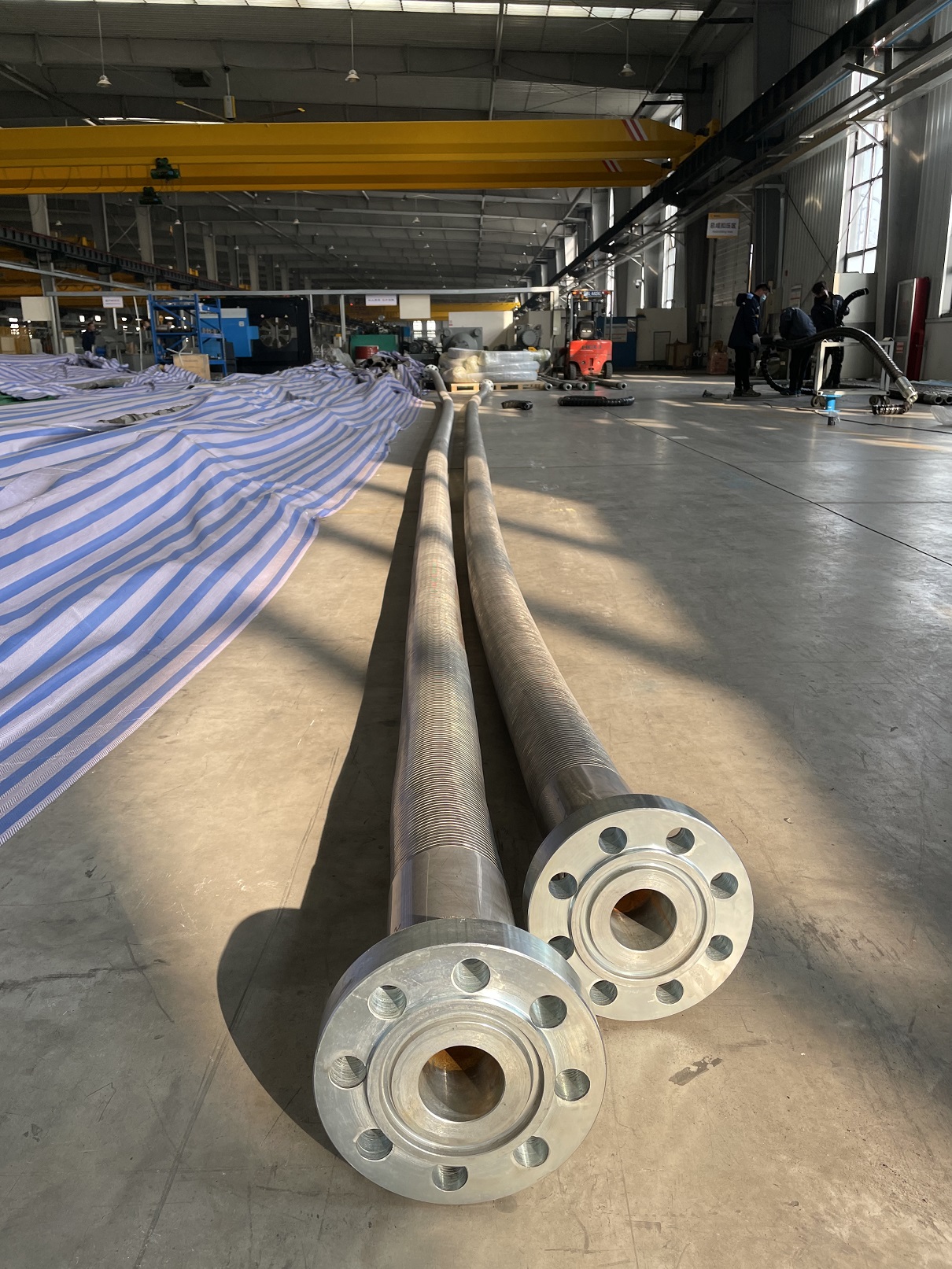
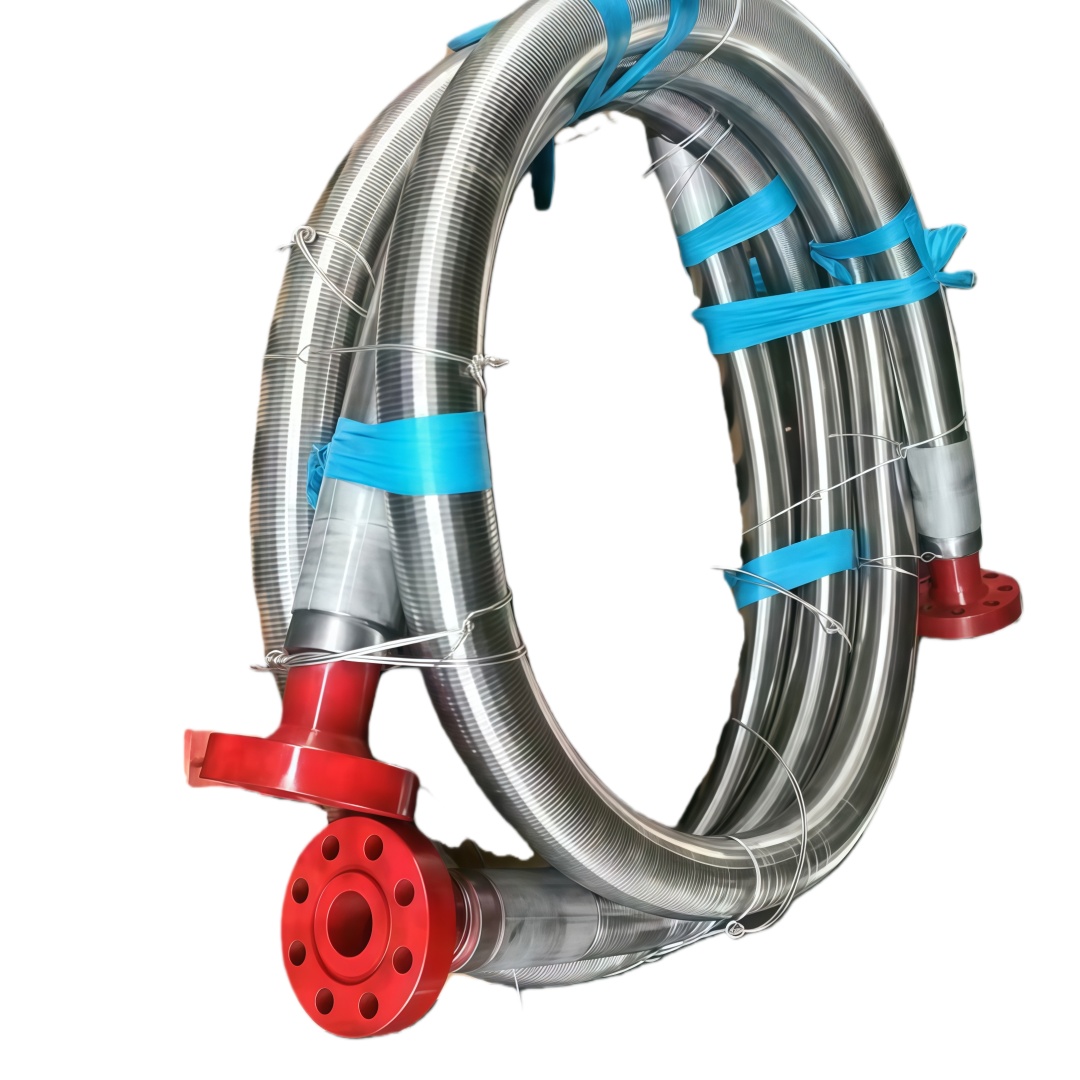
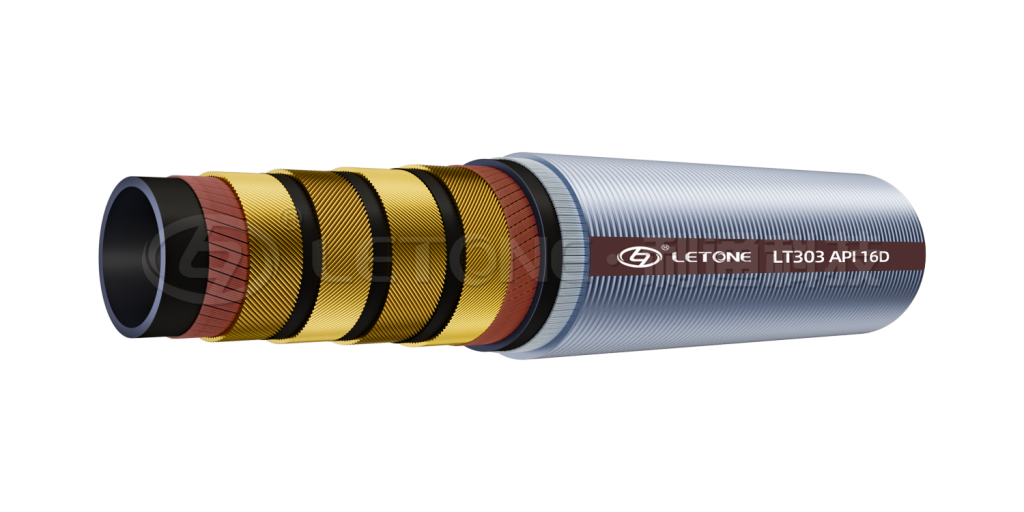
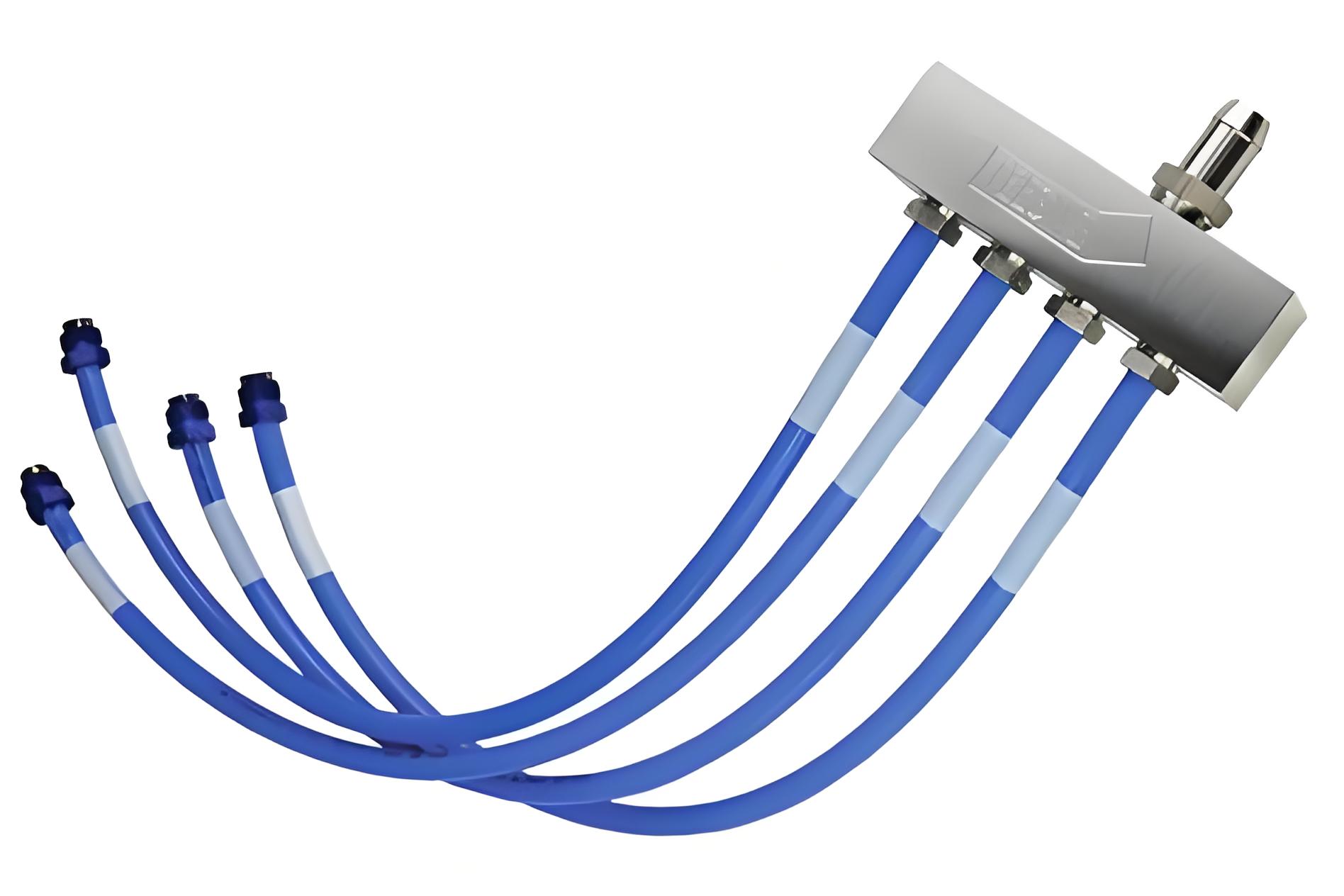
快速卡箍连接:无需工具即可拆卸,方便人工清洗和灭菌。
耐化学清洗剂:可耐受1%~3%氢氧化钠、硝酸等CIP清洗液,短时耐受85℃热水循环。
抗微生物外层(黑/蓝色):添加抗菌剂,抑制霉菌和细菌在管体外壁繁殖。
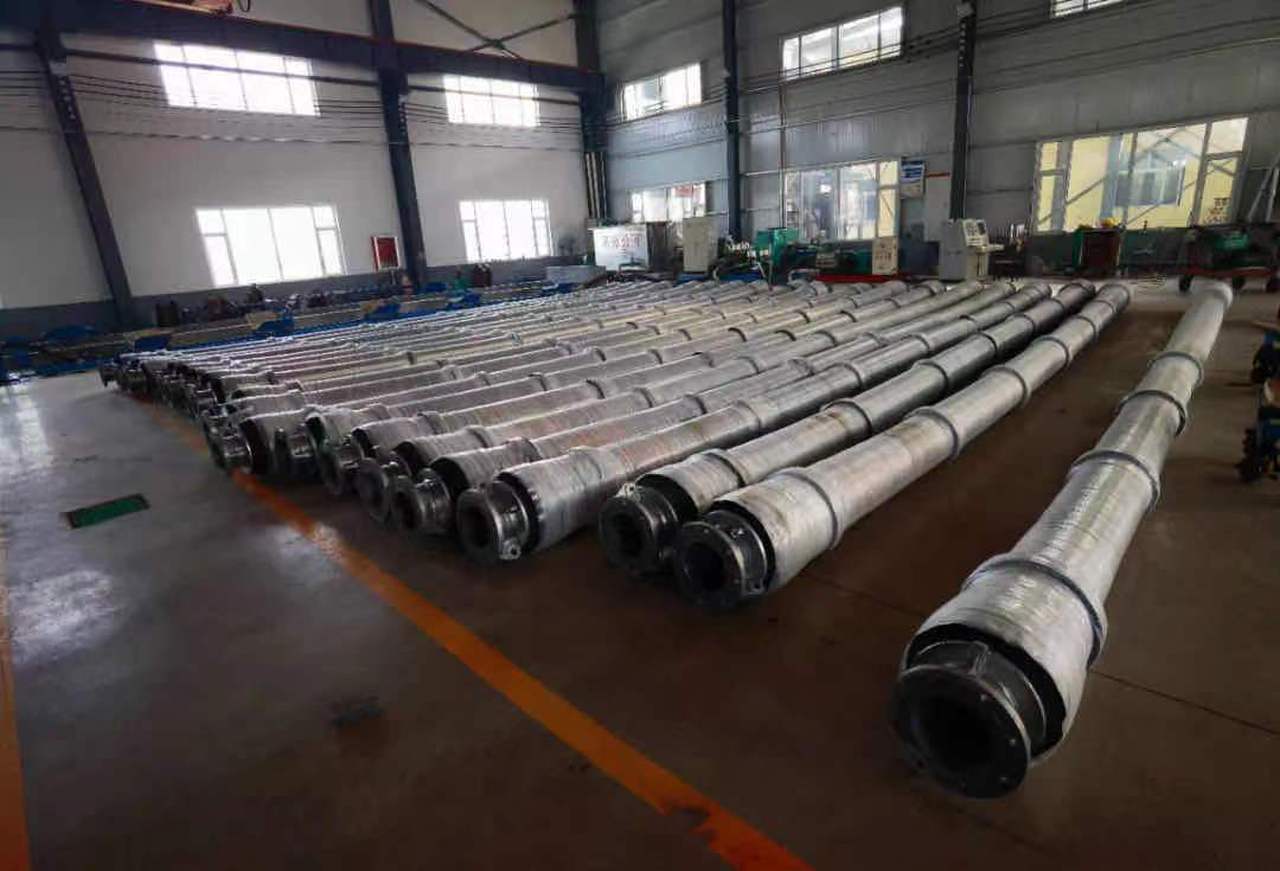
典型应用场景
1. 果汁与浓缩液输送:耐果酸腐蚀,避免维生素C氧化导致的变色问题。
2. 乳制品管道系统:无脂类残留,符合巴氏杀菌和UHT工艺要求。
3. 碳酸饮料灌装线:抗CO₂渗透,防止气泡损失和管道胀气。
4. 啤酒酿造与输送:耐受酒精和低温环境,避免传统橡胶管的老化脆裂。
行业趋势:UPE软管推动食品加工升级
全球食品加工市场正以年增长率5%扩张,对卫生管道的需求持续增长。利通食品级UPE软管的优势将加速其替代传统材料:
替代硅胶管:成本降低30%,寿命延长2倍。
替代不锈钢管道:重量减轻70%,安装灵活性大幅提升。
符合可持续发展趋势:可回收材料设计,减少废弃物产生。
卫生、安全、高效的未来之选
利通科技食品级UPE橡胶软管通过材料创新和结构优化,为饮料生产线提供了兼顾安全性、清洁效率和经济性的完整解决方案。随着各国食品法规日趋严格,以及消费者对品质要求的提升,符合国际认证的高性能软管将成为食品加工企业的标准配置。