耐强硫酸PTFE化工软管
阅读量:
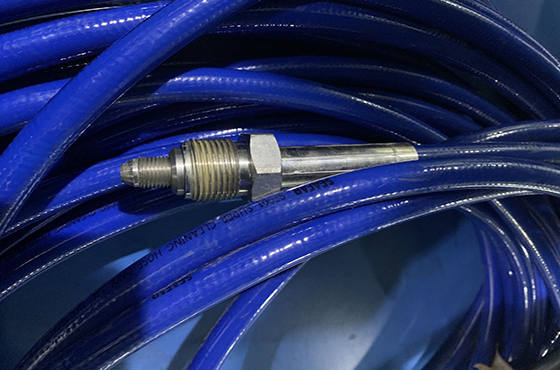
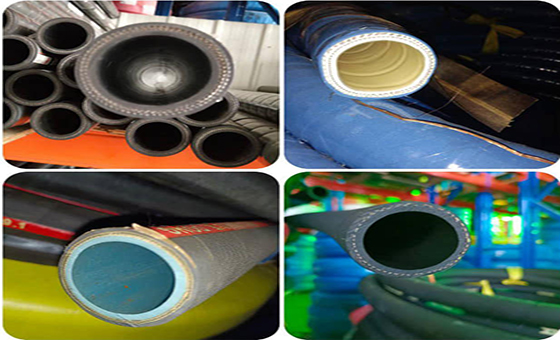
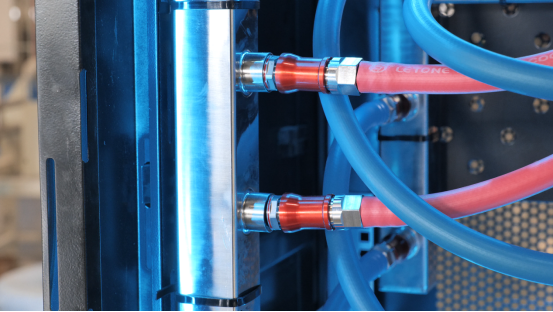
在化工、电镀、制药等工业领域,输送强腐蚀性介质一直是技术难题。传统金属管道在接触浓硫酸时极易发生腐蚀穿孔,橡胶软管则面临高温变形、溶胀失效的风险。而一种采用聚四氟乙烯(PTFE)材料制成的耐强硫酸化工软管,正在颠覆行业对腐蚀性介质输送的认知。
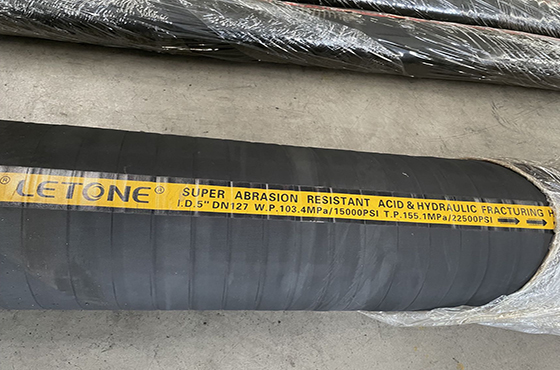
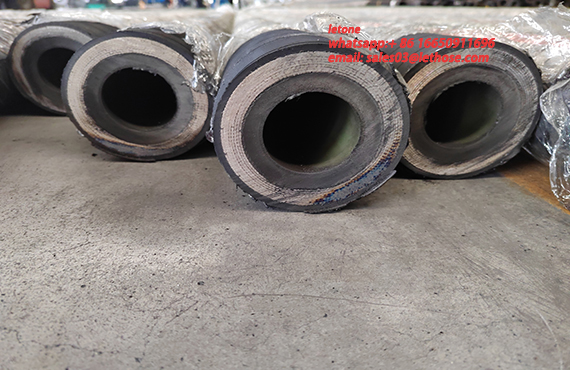
PTFE软管的核心优势源于其独特的分子结构。这种由碳氟键构成的聚合物,键能高达485kJ/mol,远超普通碳氢键(414kJ/mol)的稳定性。在接触98%浓硫酸时,PTFE分子链仍能保持完整,其耐腐蚀性能是316L不锈钢的200倍以上。实验数据显示,在120℃高温环境下持续接触浓硫酸1000小时,PTFE软管的重量损失率不足0.3%,远低于国际标准5%的临界值。
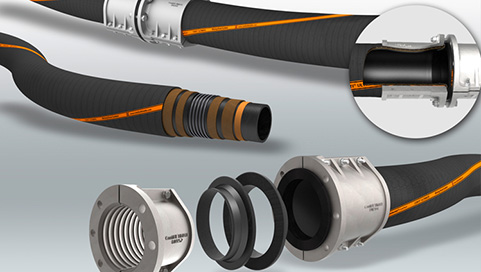
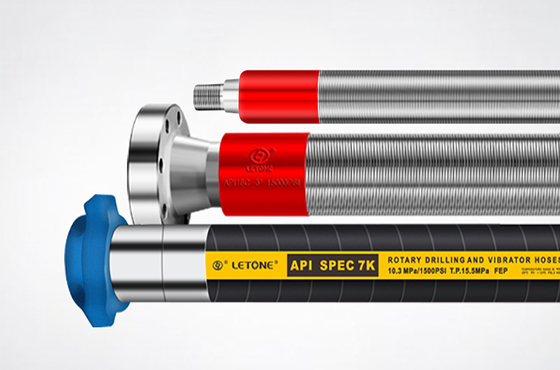
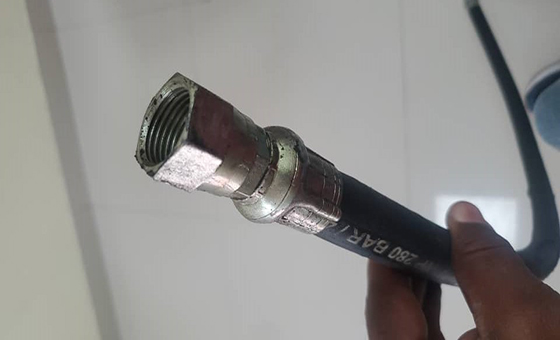
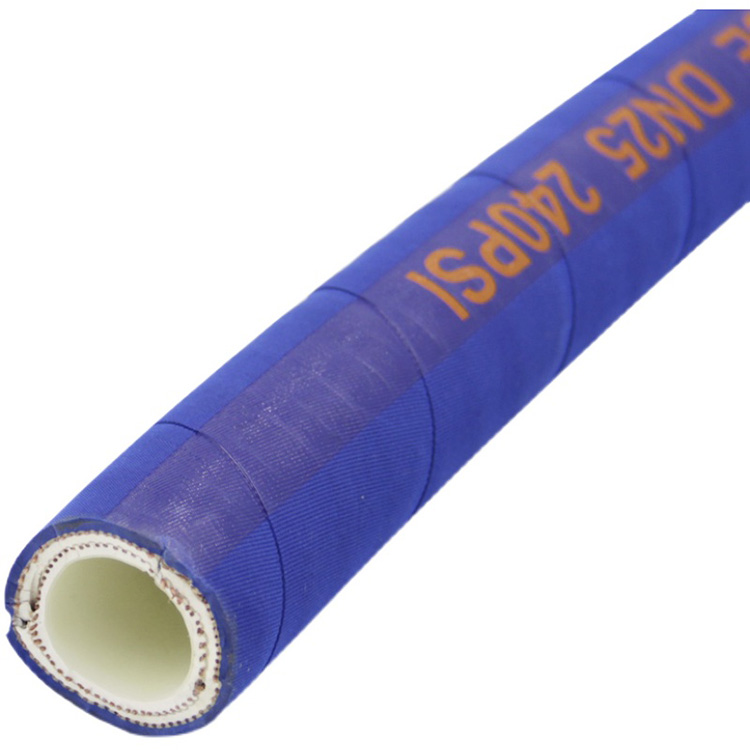
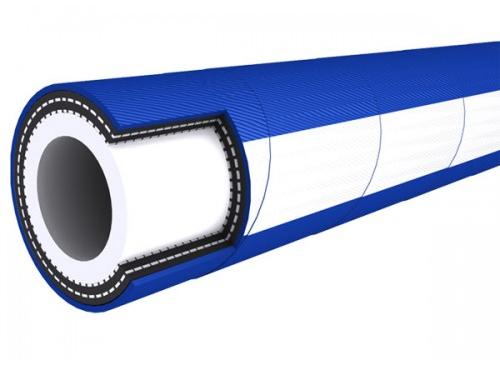
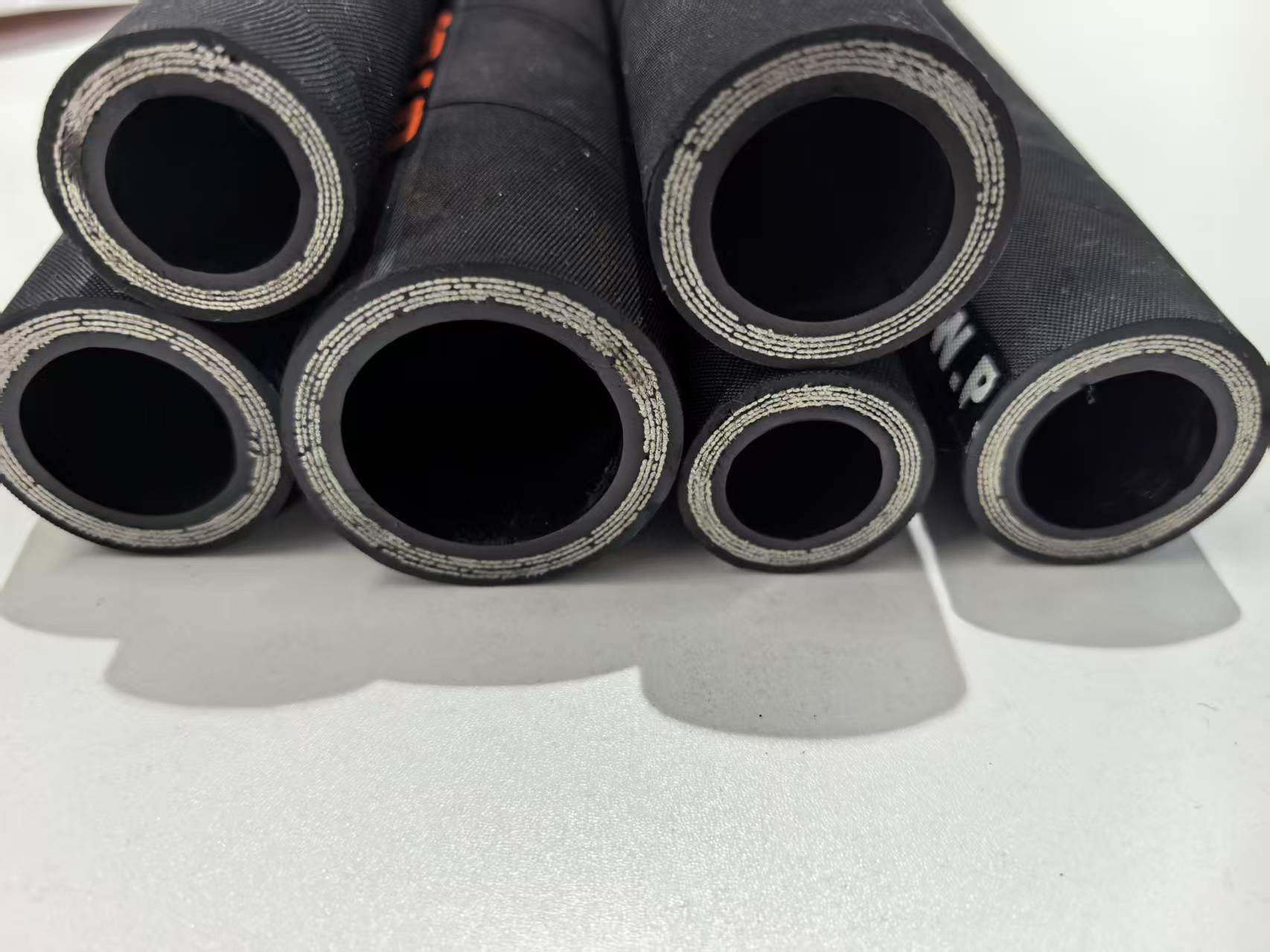
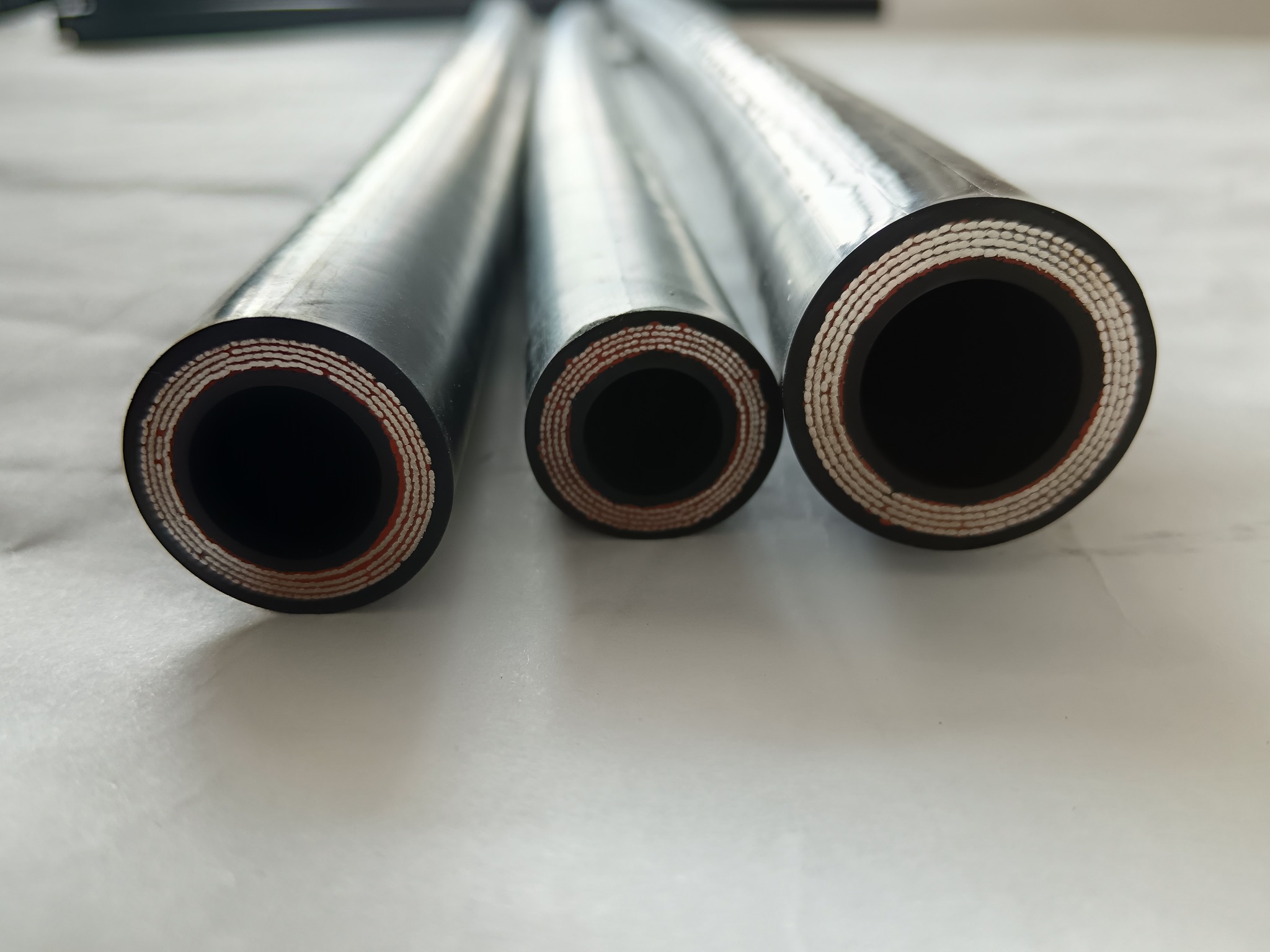
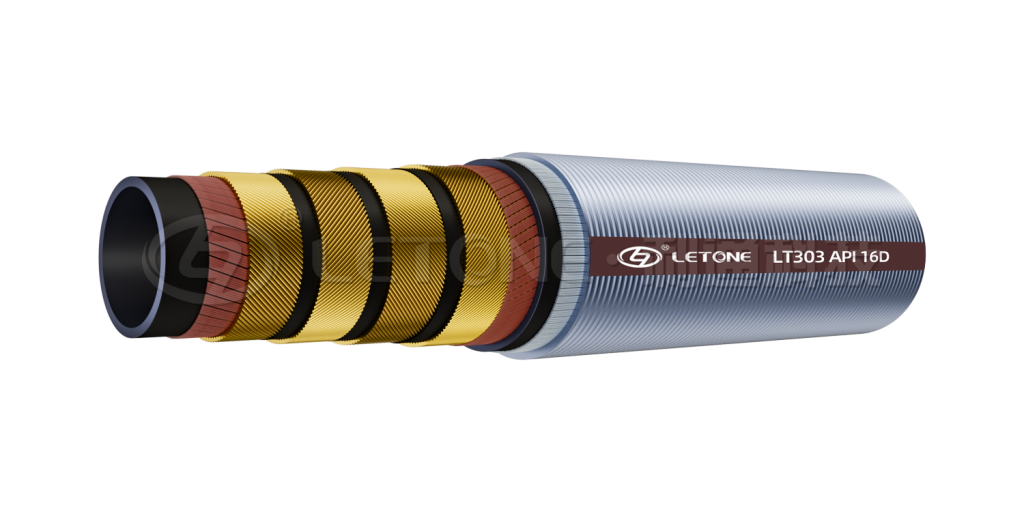
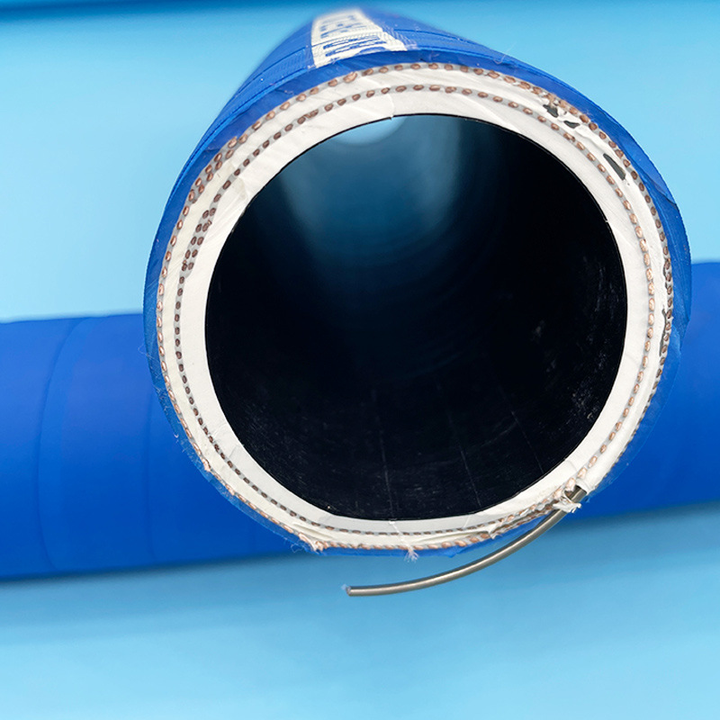
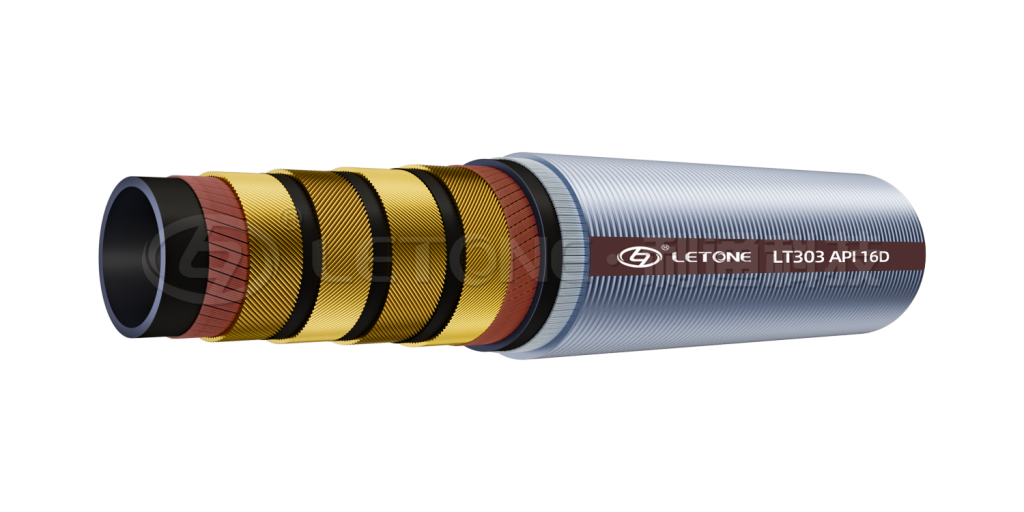
这种软管的耐温性能同样令人惊叹。通过特殊的螺旋钢丝增强工艺,PTFE软管可在-70℃至260℃范围内保持柔韧性。与普通特氟龙加热管相比,其爆破压力达到3.5MPa,在输送180℃热浓硫酸时仍能保持结构稳定。某化工企业的实测案例显示,PTFE软管在连续输送93%硫酸的工况下,使用寿命达到普通氟塑料管的3倍以上。
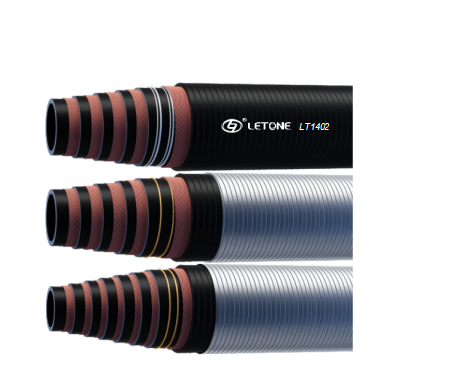
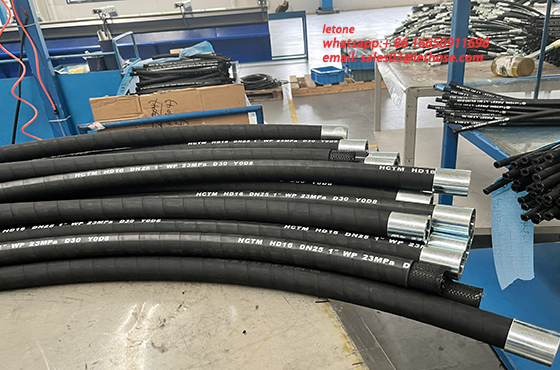
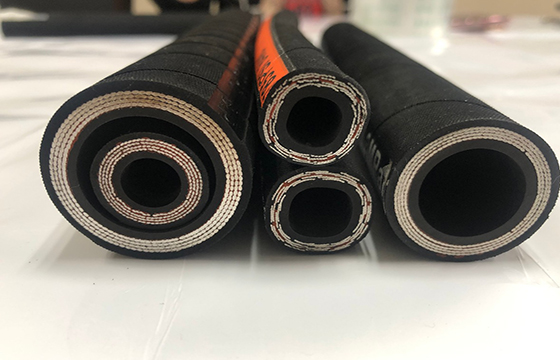
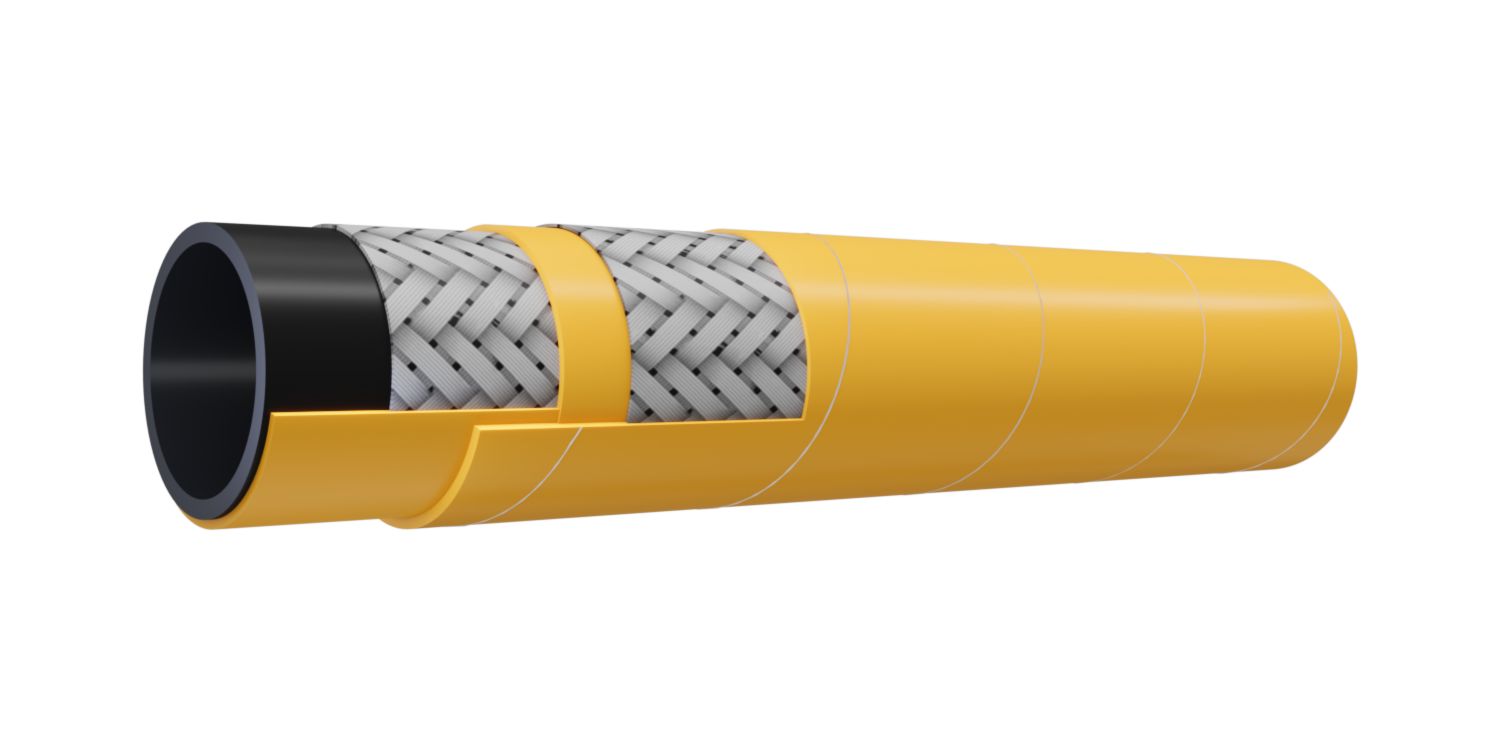
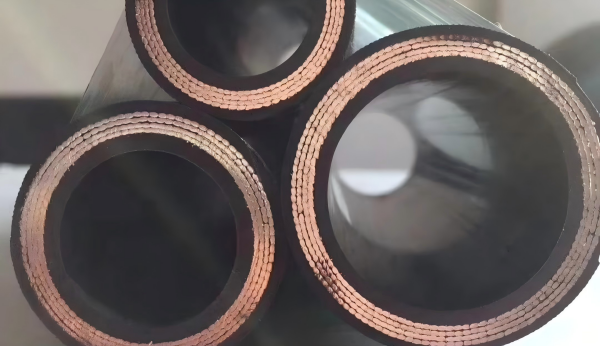
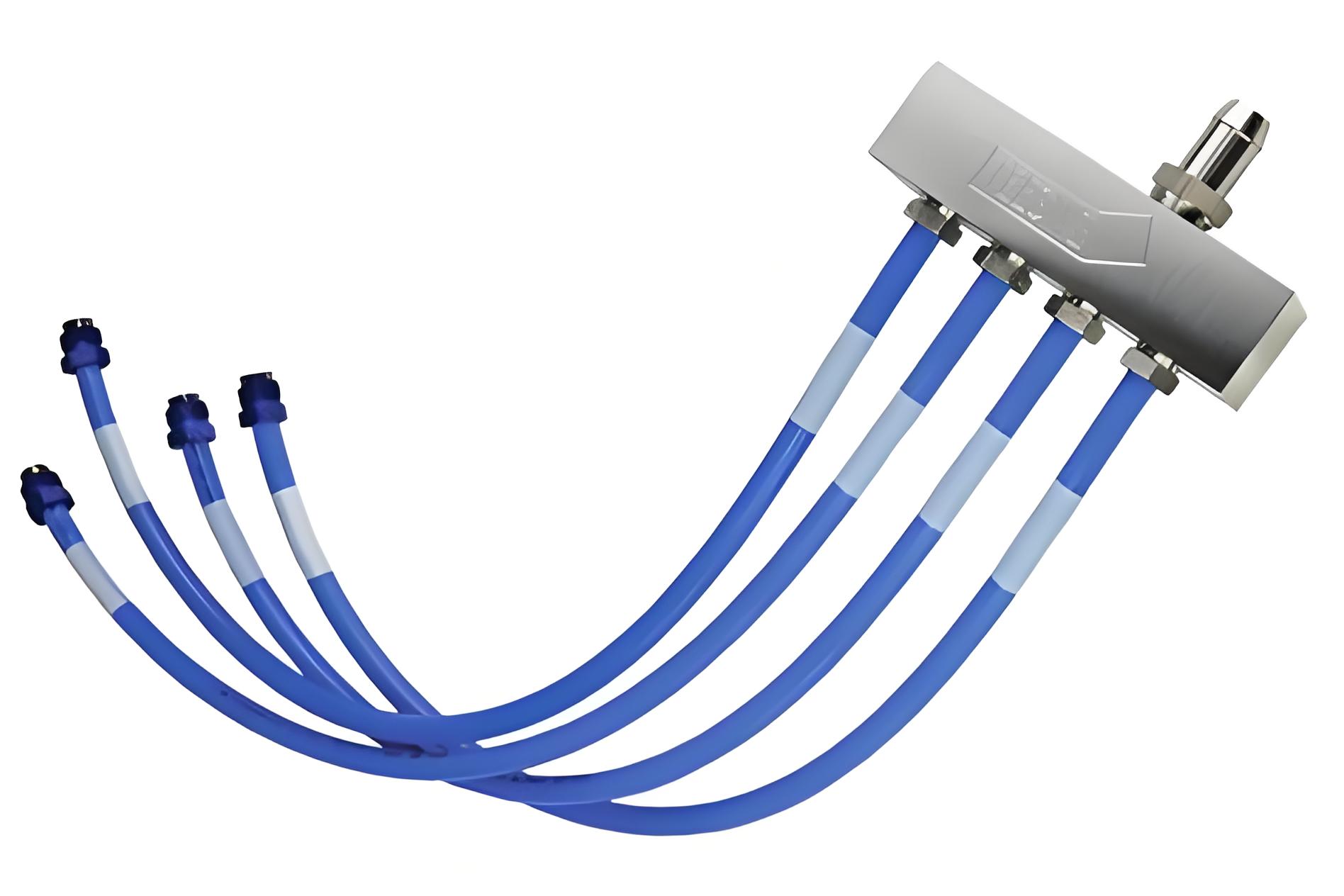
针对不同工业场景,PTFE软管发展出多种衍生型号。内衬导电炭黑的抗静电型可输送易燃介质;加入玻璃纤维的增强型耐受负压抽吸;多层编织结构的超高压型工作压力可达10MPa。更值得注意的是,其内壁光滑度达到Ra≤0.2μm,有效防止介质结晶附着,在半导体行业的高纯化学品输送中展现独特价值。
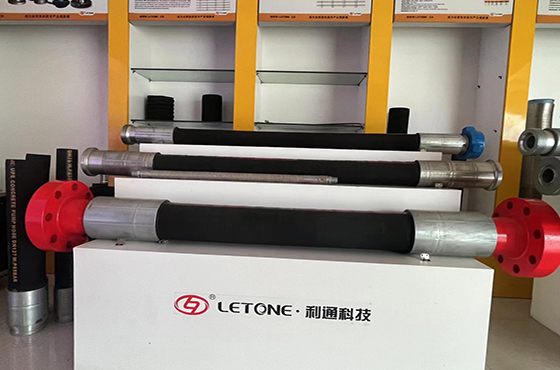
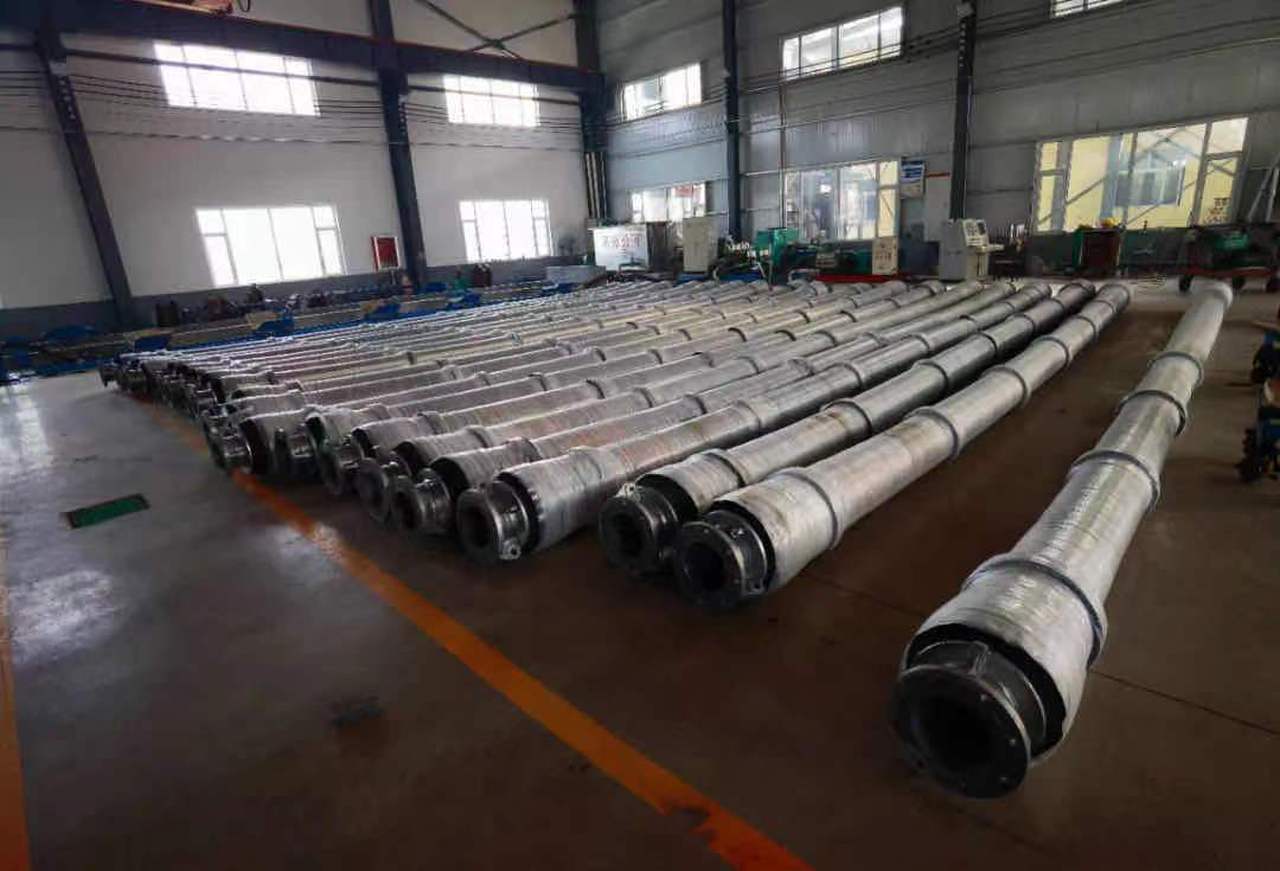
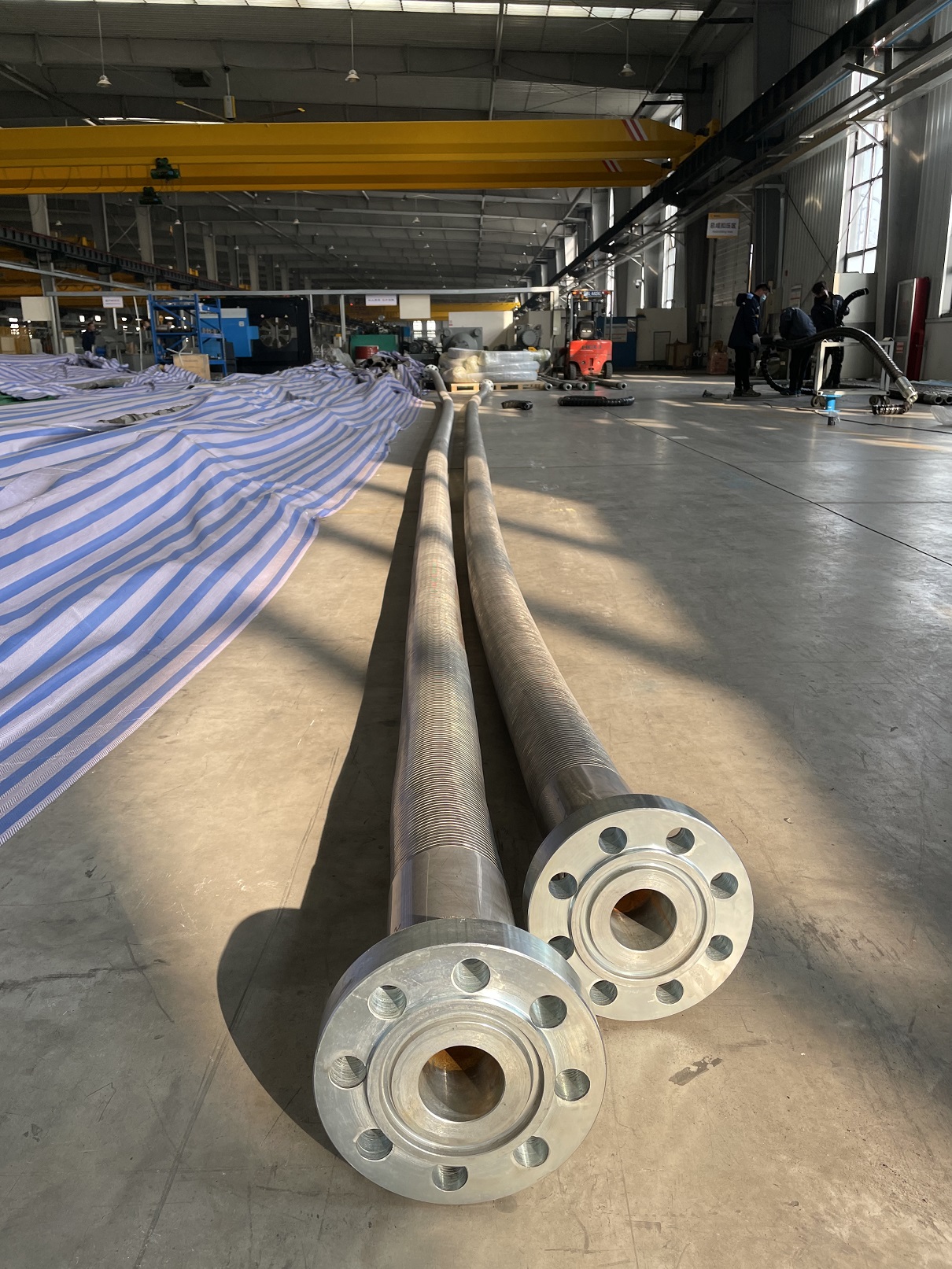
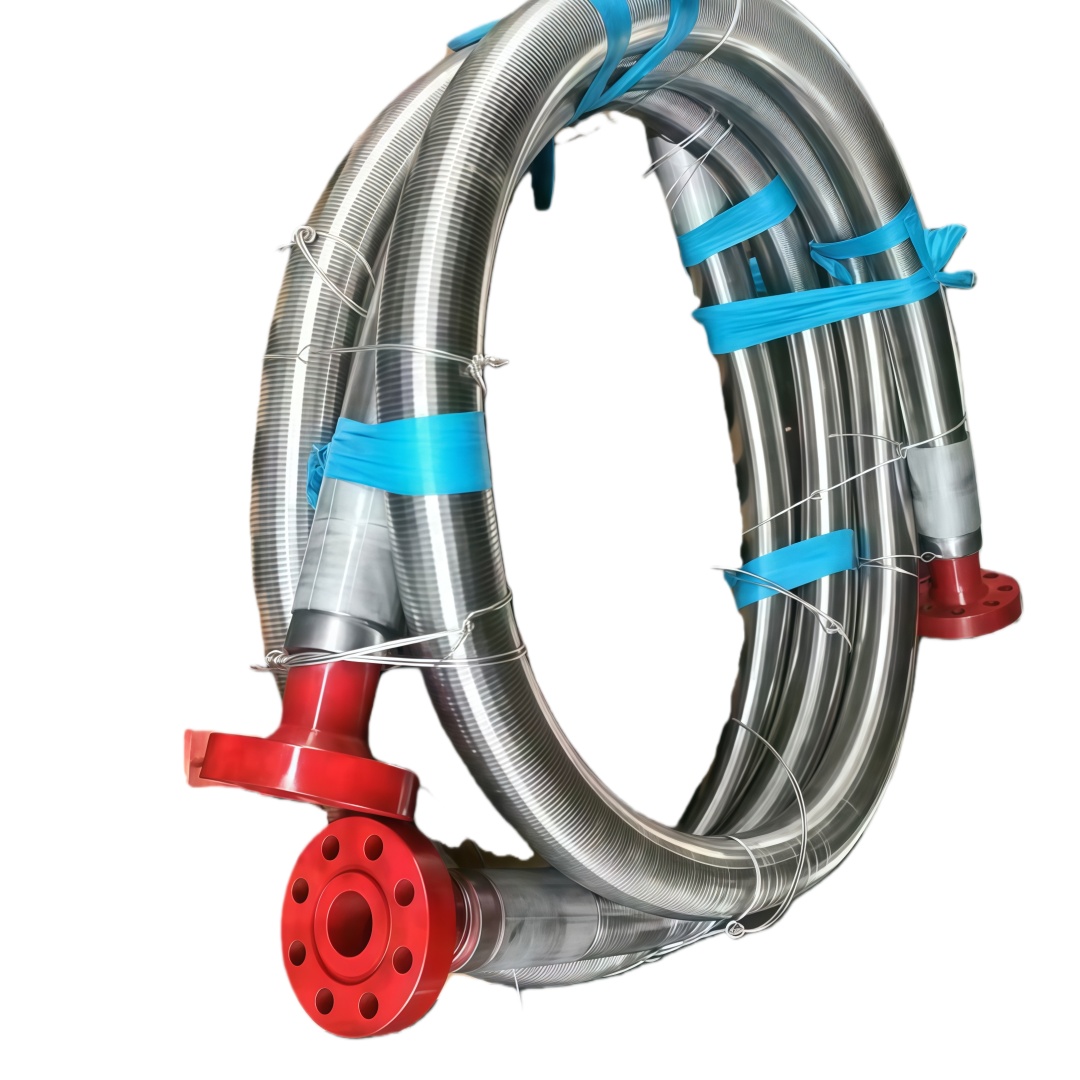
安装维护方面,PTFE软管展现出显著优势。其重量仅为同规格金属管的1/5,允许采用快装法兰连接,单人即可完成高空作业。某硫酸厂改造案例中,替换原有玻璃钢管道后,维护工时减少70%,意外停机率下降85%。独特的记忆回弹特性使软管在极端温度波动后仍能恢复原状,避免传统管道热胀冷缩导致的密封失效。
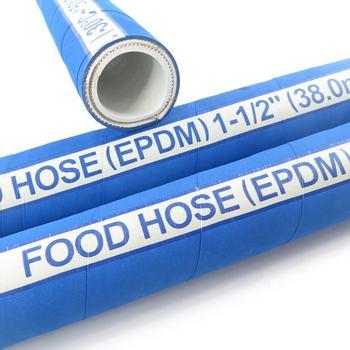
在环保安全领域,PTFE材料通过FDA认证的特性使其成为食品级硫酸输送的首选。其生物惰性杜绝了介质污染风险,在制药行业洁净车间应用广泛。对比数据显示,使用PTFE软管后,化工厂区的跑冒滴漏事故率降低92%,每年减少危废处理成本超百万元。
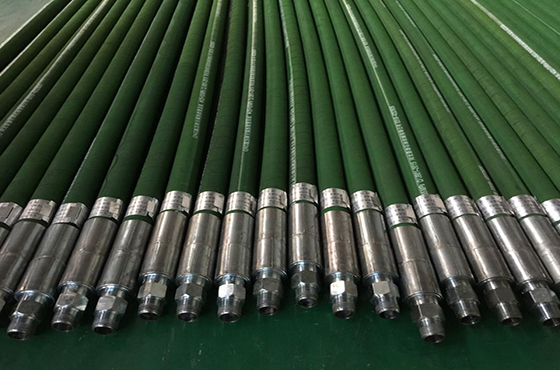
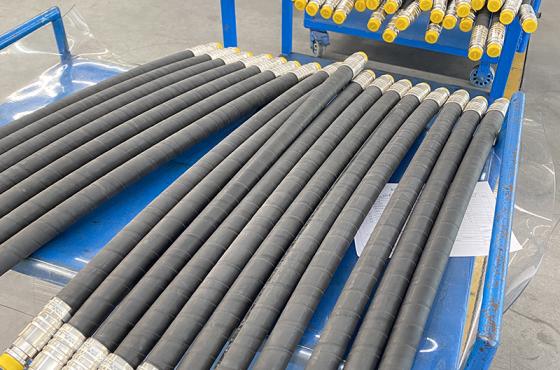
随着制造工艺进步,新一代PTFE软管采用等离子体接枝技术,使内壁表面能降低至18dyn/cm,实现真正的"不粘"特性。在锂电池原料生产线上,这种特性有效解决了锰酸锂浆料沉积难题。目前,国产PTFE软管已突破30米连续挤出技术,打破国外企业对长距离输送管道的垄断。
尽管初始采购成本较高,但PTFE软管的全生命周期成本优势明显。某冶炼厂的效益分析显示,虽然单价是橡胶管的8倍,但考虑更换频率、维护费用和停产损失,三年综合成本反降低40%。这种"以塑代钢"的趋势正在硫酸法钛白粉、氢氟酸生产等重腐蚀领域加速普及。
未来,随着改性PTFE材料的研发,耐压等级有望突破1.6MPa,使用温度上限将扩展至260℃。纳米粒子增强技术的应用,或将使软管耐磨性提升3个数量级。在碳中和背景下,这种免维护、长寿命的输送方案,正在重塑工业管道的可持续发展范式。