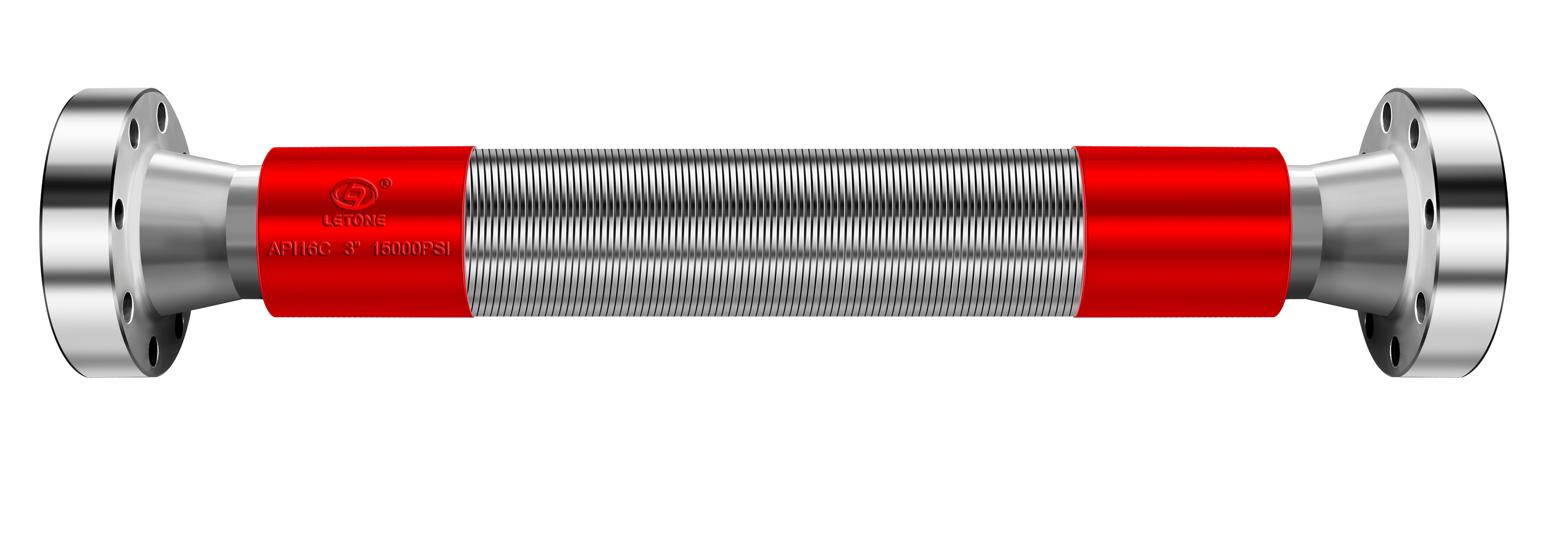
PTFE材质化工软管
阅读量:
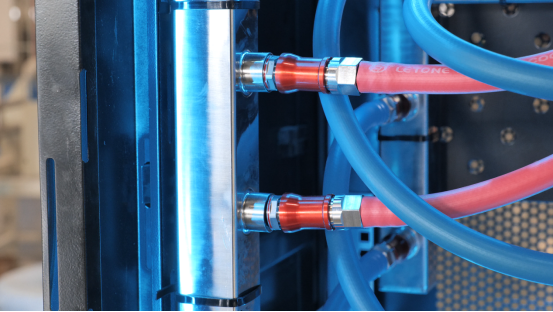
在现代工业生产和特种流体输送领域,PTFE材质化工软管凭借其卓越的物理化学性能,已成为多个行业不可替代的关键组件。这种由聚四氟乙烯(PTFE)为核心材料构建的多层复合软管,通过独特的结构设计和材料组合,在极端工况下展现出惊人的适应性,其应用场景已从传统化工领域延伸至对洁净度要求严苛的生物医药和食品加工行业。

一、材料结构解析:科技赋能的层级创新
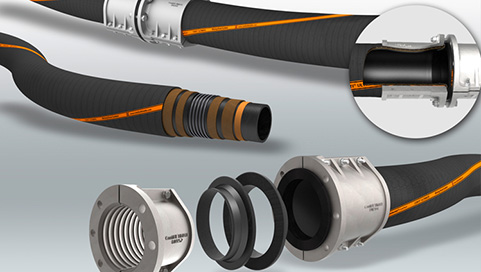
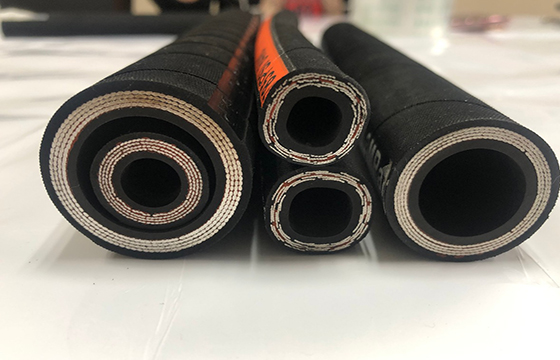
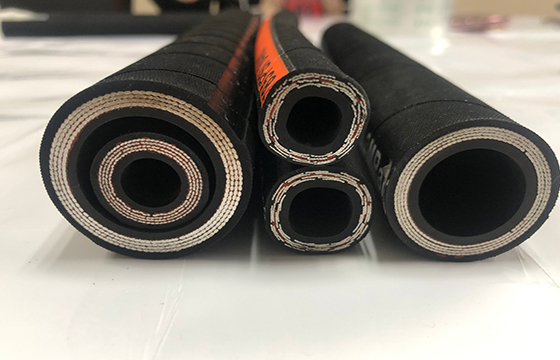
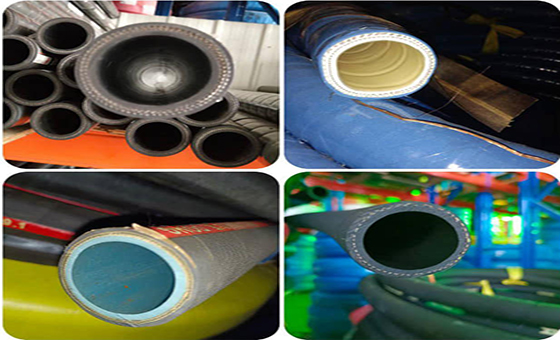
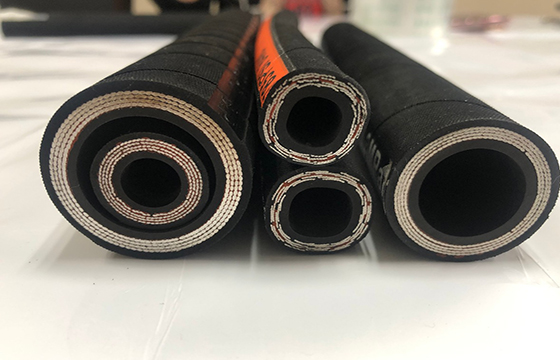
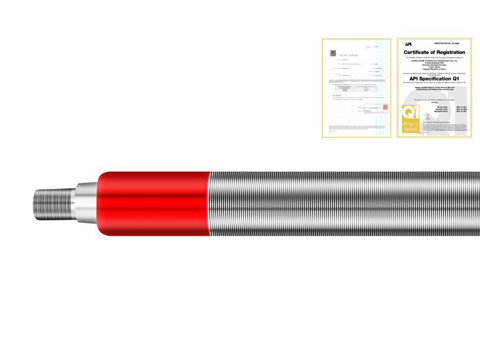
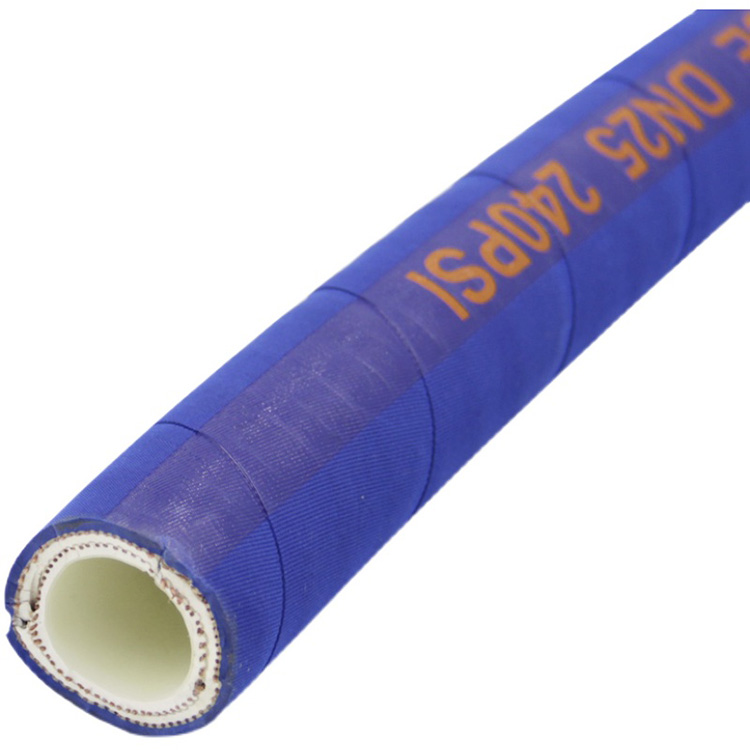
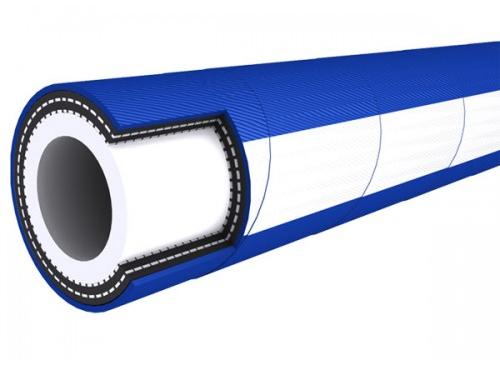
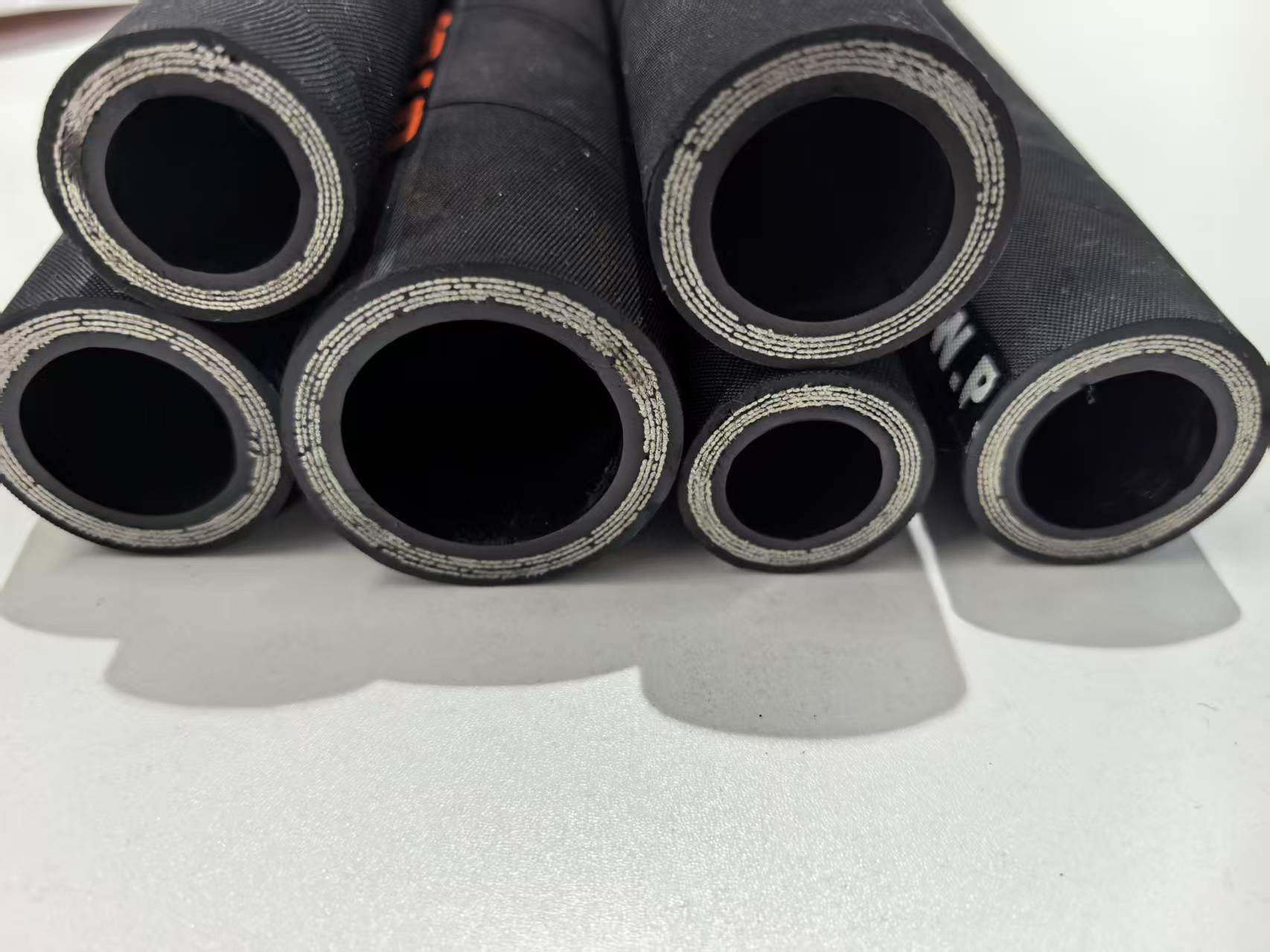
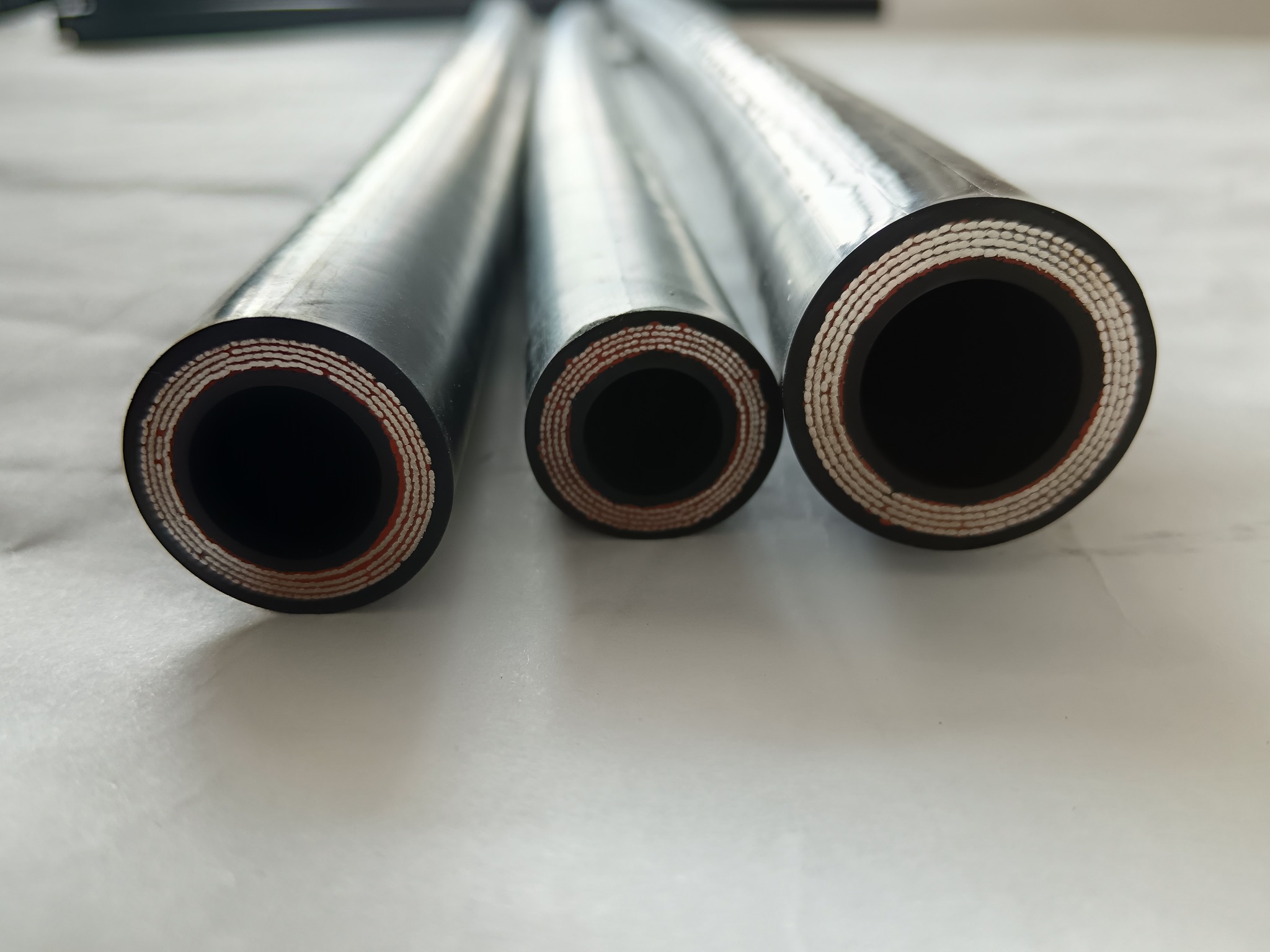
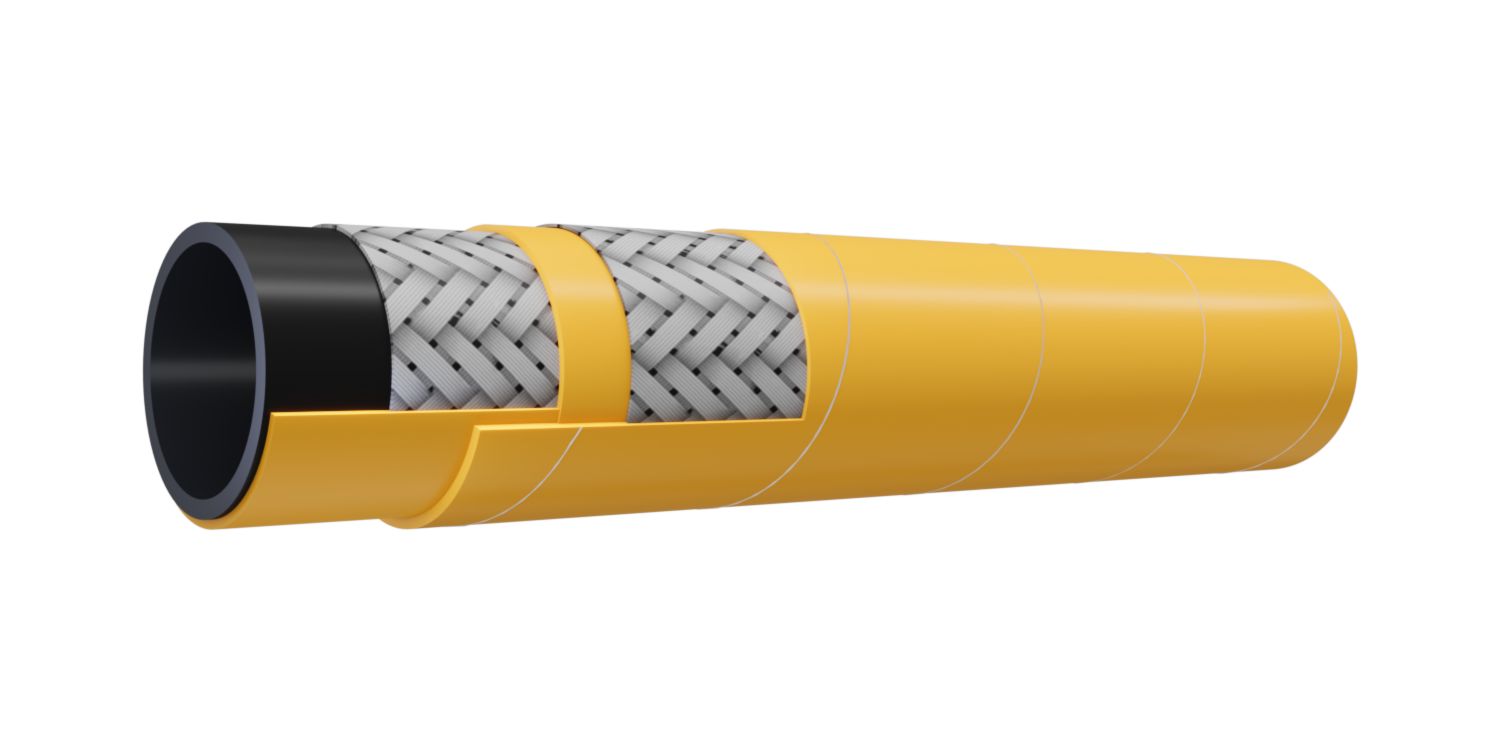
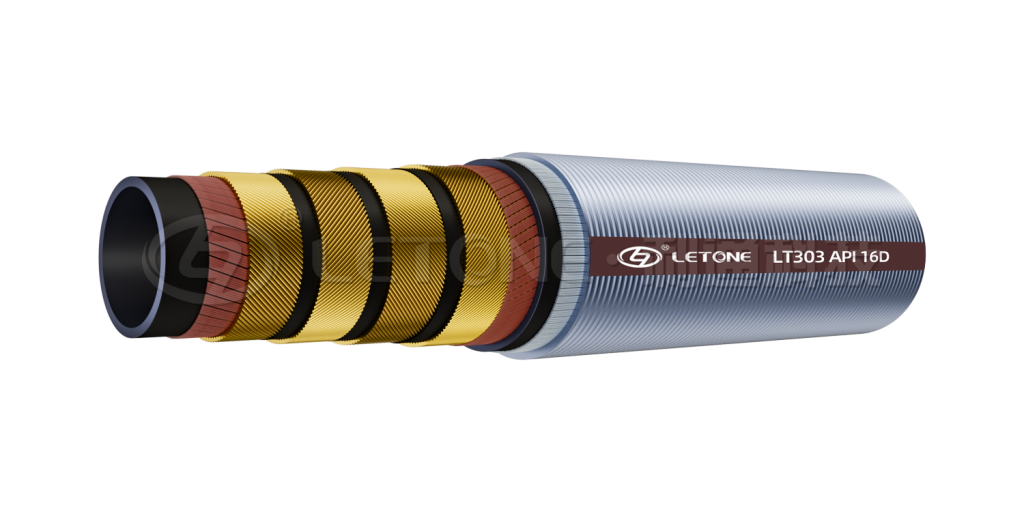
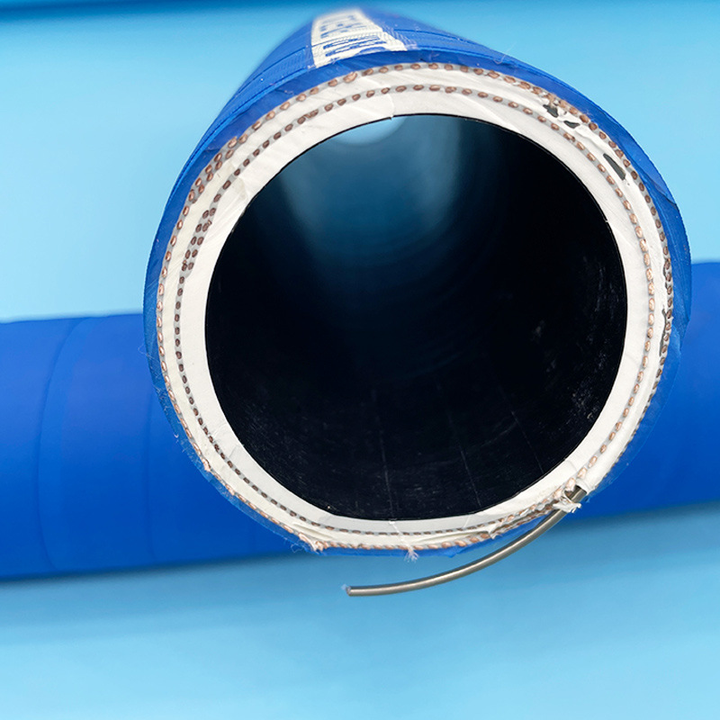
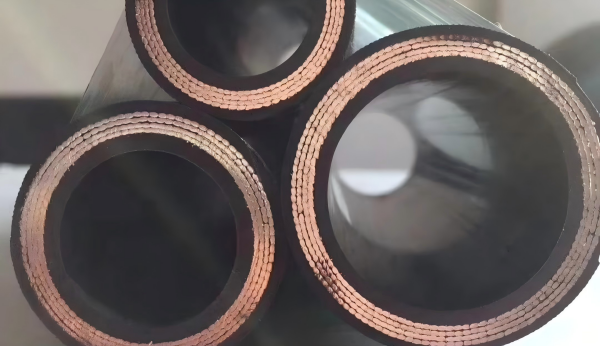
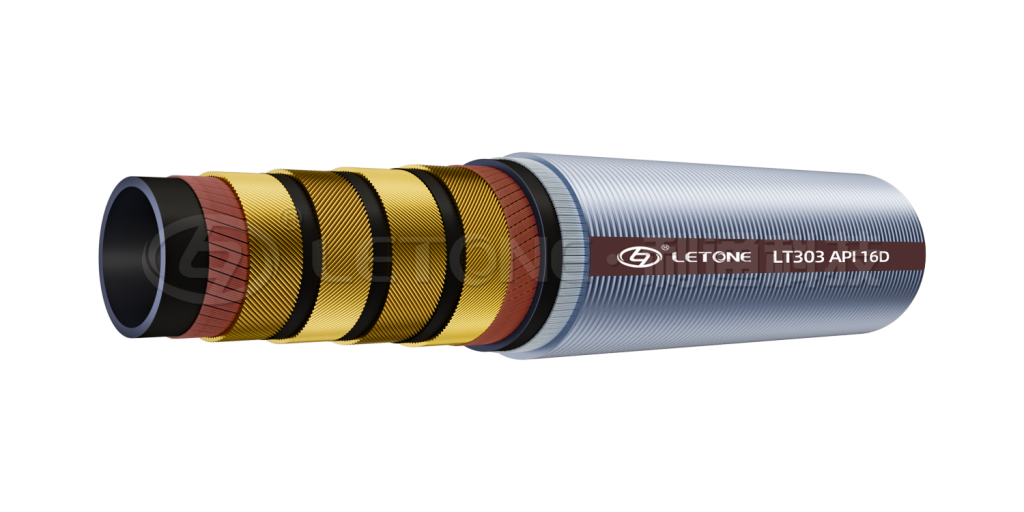
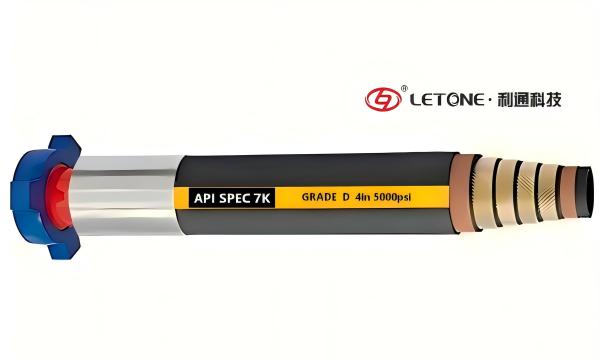
PTFE化工软管采用三层复合结构设计,每层材料都承担着不可替代的功能:
1. 内层PTFE薄膜:厚度0.3-1mm的聚四氟乙烯层形成完美屏障,其分子结构中碳-氟键键能高达485kJ/mol,赋予材料超凡的化学惰性。实验数据显示,该材料在98%浓硫酸、68%硝酸等强腐蚀介质中浸泡1000小时后,抗拉强度保持率仍超过95%。
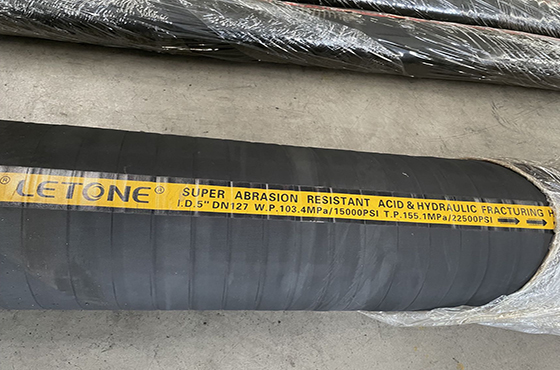
2. 增强层动态平衡:由芳纶纤维与304不锈钢丝螺旋编织构成的增强层,采用45°交叉缠绕工艺,使软管在承受1.6Mpa工作压力时,径向膨胀率可控制在3%以内。特别在220℃高温环境下,其爆破压力仍能达到标称值的80%以上。
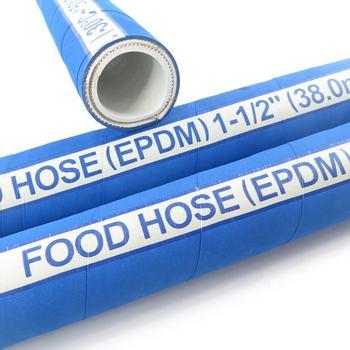
3. 外层防护体系:EPDM(三元乙丙橡胶)或FKM(氟橡胶)外层不仅提供UV防护和机械磨损保护,其耐臭氧性能(ASTM D1149测试可达1000小时无裂纹)显著延长了软管户外使用寿命。
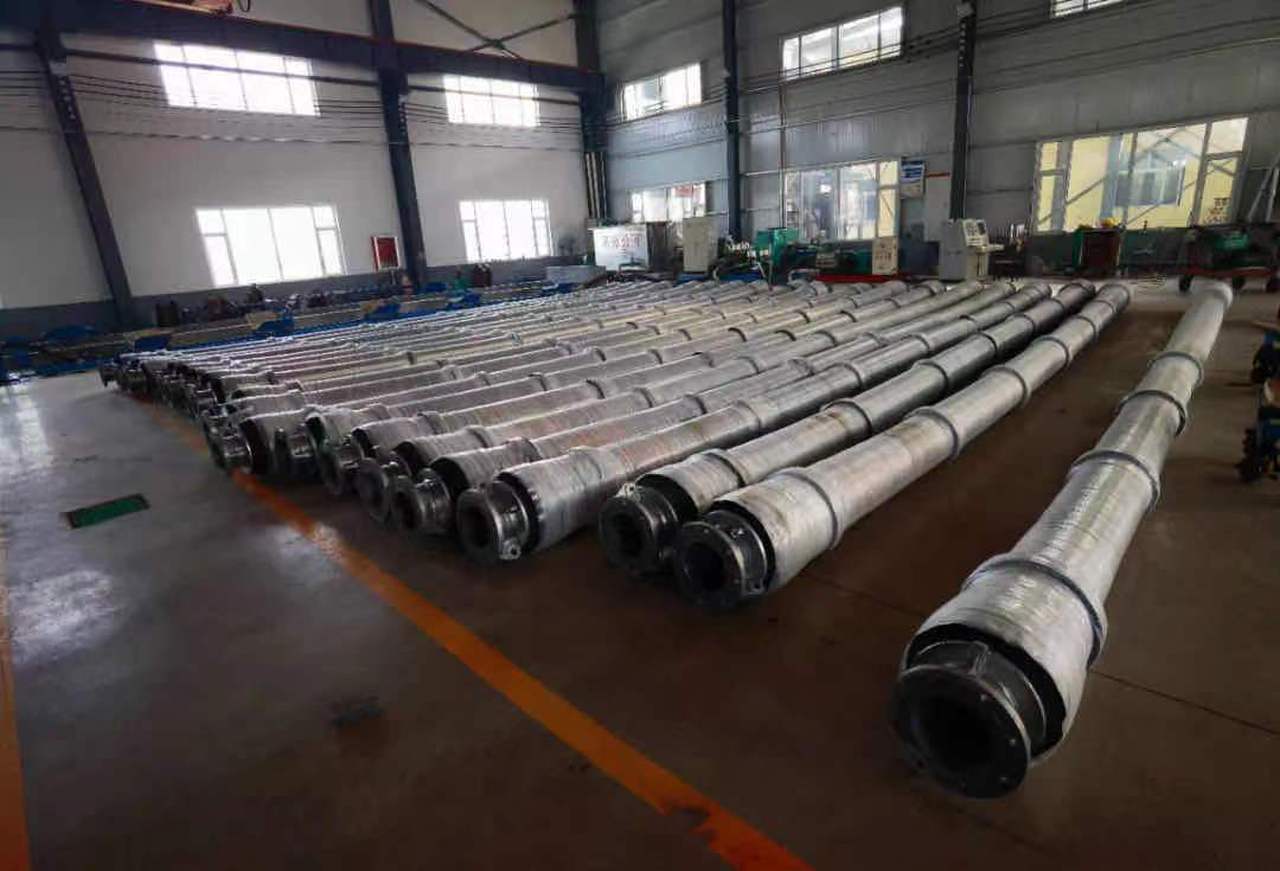
二、行业应用深度拓展
1. 化工领域革命性突破
在氯碱工业中,PTFE软管成功替代传统钢衬橡胶管道,解决湿氯气输送中的点蚀难题。某大型化工厂的实践表明,使用该软管后,次氯酸钠输送系统的维修频率从每月2次降至三年内零故障。其-30℃的低温韧性更使其成为LNG装置中低温介质输送的首选。
2. 食品医药级安全标准
得益于PTFE的USP Class VI认证和FDA 21 CFR 177.1550合规性,该材质在制药行业无菌工艺中表现突出。在疫苗生产线上,其表面粗糙度Ra≤0.8μm的特性有效防止生物膜形成,而PFA改性的内衬层更可耐受121℃重复蒸汽灭菌。
三、性能参数的工程验证
第三方检测机构的多项测试证实:
在220℃持续工作环境下,软管寿命仍可达5000小时(ISO 7326标准测试)
输送30%盐酸溶液时,渗透率低至0.01g/m²·day(ASTM E96标准)
动态弯曲疲劳测试显示,在半径5D的弯曲条件下可承受10万次循环(SAE J343标准)
四、选型与维护的专业建议
1. 介质兼容性矩阵:虽然PTFE耐受绝大多数化学品,但需注意熔融碱金属和氟化卤素的特例。建议使用前进行48小时浸泡试验。
2. 安装动力学:建议最小弯曲半径保持3倍管径,系统设计时应预留5%的长度余量补偿热膨胀。
3. 寿命预测模型:实践表明,当工作温度每超过标称值10℃,软管寿命将呈指数级下降,建议安装温度监控联锁装置。
当前,随着PTFE纳米改性技术的突破,新一代掺杂石墨烯的化工软管已实现导热系数提升300%,这将进一步拓展其在半导体冷却系统等尖端领域的应用。这种看似简单的软管产品,正通过材料科学的持续创新,不断重新定义工业流体输送的安全边界和效率极限。